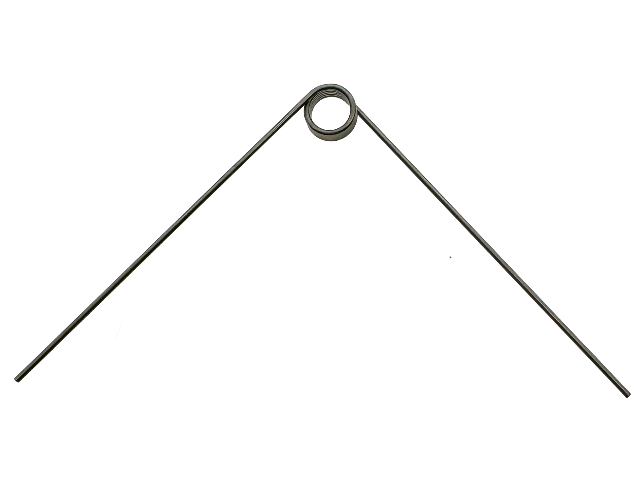
扭转弹簧的主要参数:弹簧线径d:这个参数是扭转弹簧的直径,d越大则表示扭转弹簧比较粗;心轴最大直径Dd:这个参数是扭转弹簧在工业应用中比较大的直径,这个直径的差值上下不能超过百分之二;内径Di:扭转弹簧的内径就是外径的大小然后去掉两个线径d,内径在扭转弹簧工作的时候可以小刀心轴直径,内径的差值上下不能超过百分之二;外径De:内径Di加上两个线径d就是外径,外径在扭转弹簧工作的时候会逐渐变小,公差一般在百分之二的基础之上增加或者减少0.1毫米;自然长度L0:这个参数是扭转弹簧不使用时的长度,工作后会减少,公差在百分之二;支承长度Ls:这个参数指的是从扭转弹簧的圈身中轴到弹簧支承的长度,公差在百分之二;比较大扭转角度An:这个参数是指扭转弹簧的极限,能扭转的比较大角度,公公差在上下十五度;最大负荷Fn:这个参数值得是扭转弹簧能制成的比较大力,公差在百分之十五;最大扭矩Mn:最大允许扭矩,公差在上下百分之十五;弹簧刚度R:这个参数值得是弹簧工作时的阻力,公差在百分之十五;知道了以上的参数并且都设置好之后,才能知道扭转弹簧能发挥多大的作用,扭转弹簧主要是利用弹性进行工作的,扭转弹簧一般是由弹簧钢制作而成,可以控制一些机件的运动。玖胜压缩弹簧生产厂家已经通过IS9001质量体系认证,提供各种检测报告:材质证明,SGS报告,膜厚测试等!东莞扭转弹簧有哪些公司
扭转弹簧是一种常见的弹性元件,广泛应用于机械设备、汽车、电子产品等领域。下面是扭转弹簧的制造工艺:1.材料选用:扭转弹簧通常采用钢材作为原材料,常用的有65Mn、60Si2Mn、50CrVA等。这些材料具有良好的弹性和耐磨性,能够满足各种应用场景的需求。2.加工制作:扭转弹簧的制作过程通常包括以下几个步骤:-切割:首先将所选的钢材切割成合适长度的钢丝,以备后续加工使用。-弯曲:利用专业的机械装置,将钢丝进行弯曲,使其呈现出扭转的形状。根据具体的设计要求,可以采用不同的弯曲方式和角度。-调整:对弯曲好的扭转弹簧进行必要的调整,以确保其尺寸和形状符合设计要求。-磨光:通过磨削和抛光等工艺,对扭转弹簧进行表面处理,使其光洁度和表面粗糙度满足要求。3.检验质量:制作完成的扭转弹簧需要进行质量检验,以确保其性能符合标准。主要的检查内容包括:-外观检查:检查扭转弹簧表面是否有明显的缺陷、变形或损伤。-尺寸检查:测量扭转弹簧的长度、直径等尺寸参数,与设计要求进行比对。-弹性检查:通过施加一定的载荷,测试扭转弹簧的弹性性能,确保其具有良好的弹性回弹能力。不锈钢304电推剪弹簧厂我司可生产的弹簧线径范围:0.08-5.0mm!
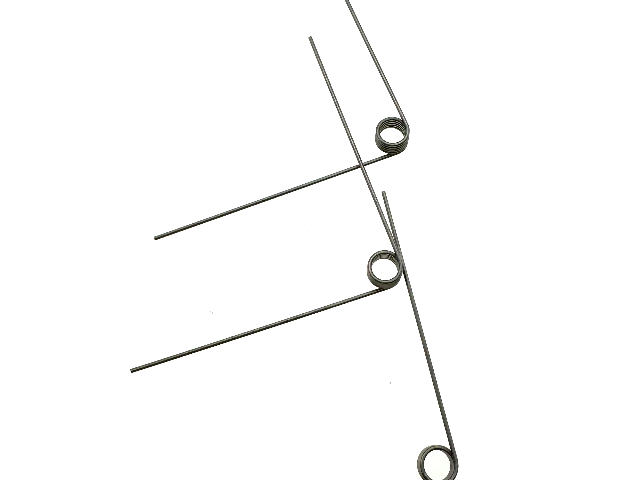
扭转弹簧其工艺和螺旋压缩,拉伸弹簧基本相同,不同的就是端部的加工在小批量生产和扭臂比较复杂的情况下,多数采用手工或半自动的有心轴卷制法成形,然后用公装夹具将扭臂按图样进行加工,大批量生产时,则可在直尾卷簧机和扭簧机上卷制,扭臂不能按图样完成的,在分工序用工装夹具来加工,根据扭转弹簧的特点,在设计和和制造时,还用注意以下两点:1、扭转弹簧端部扭臂在制造时应一次弯曲成形,避免加工疵病和校正整形加工,扭臂加工完后应进行第二次去应力退火。2、目前的扭转弹簧多为密圈,这样在弹簧圈之间就产生了相当于拉伸弹簧的初拉力类似的压紧力,在加载和卸载时会产生摩擦力而出现滞后现象,当加载与旋向相同或者圈数增加时这种倾向增加,另外也给其他表面处理工作带来困难。因此在设计和成形时弹簧圈应该稍微留间隙。在大量生产时,弹簧厂家在有条件的情况下对螺旋拉伸,扭转弹簧的展开,折弯等工序可采用液压,气功等方法去加工。
弹簧的表面处理有什么作用?(1)金属保护层种类很多,就弹簧而言,一般是用电镀的方法以获得金属保护层。电镀保护层不但可以保护不受腐蚀,同时能改善弹簧的外观。有些电镀金属还能改善弹簧的工作性能,例如提高表面硬度,增加抗磨损能力,提高热稳定性,防止射线腐蚀等。但如果单纯为了弹簧的腐蚀,一般应选用电镀锌层与电镀镉层。弹簧镀锌的作用(2)锌在干燥的空气中较安定,几乎不发生变化,不易变色。在潮湿的空气中会生成一层氧化锌或碳式碳酸锌的白色薄膜。这层致密的薄膜可阻止继续遭受腐蚀。因此镀锌层用于弹簧在一般大气条件下防腐蚀保护层。凡与硫酸、盐酸、苛性钠等溶液相接触,以及在三氧化硫等气氛的潮湿空气中工作的弹簧,均不宜用锌镀层。玖胜,您值得信赖的扭转弹簧品牌,我们用心为您打造每一款产品。
相信各位都知道弹簧可以用不同的材料来制作,可是你又知道不同的材料对弹簧又有什么作用呢,在找弹簧生产厂家定做弹簧时,弹簧材料的选择,应根据弹簧承受载荷的性质、应力状态、应力大小、工作温度、环境介质、使用寿命、对导电导磁的要求、工艺性能、材料来源和价格等因素确定。在确定材料截面形状和尺寸时,应当优先选用国家标准和部颁标准所规定的系列尺寸,尽量避免选用非标准系列规格的材料。中、小型弹簧,特别是螺旋拉伸弹簧,应当优先用经过强化处理的钢丝,铅浴等温冷拔钢丝和油淬火回火钢丝,具有较高的强度和良好表面质量,疲劳性能高于普通淬火回火钢丝,加工简单,工艺性好,质量稳定。碳素弹簧钢丝和琴钢丝冷拔后产生较大的剩余应力,加工弹簧后,存在较大的剩余应力,回火后尺寸变化较大,难以控制尺寸精度。油淬火回火钢丝是在钢丝是在钢丝拉拔到规定尺寸后进行调制强化处理,基本上没有剩余应力存在,成型弹簧后经低温回火,尺寸变化很小,耐热稳定性好于冷拔强化钢丝。玖胜弹簧的售后服务完善,为客户提供及时、专业的技术支持。环保型扭转弹簧定做
玖胜弹簧生产厂家,专业的弹簧工厂,提供各位弹簧定制现货服务。东莞扭转弹簧有哪些公司
当弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。东莞扭转弹簧有哪些公司