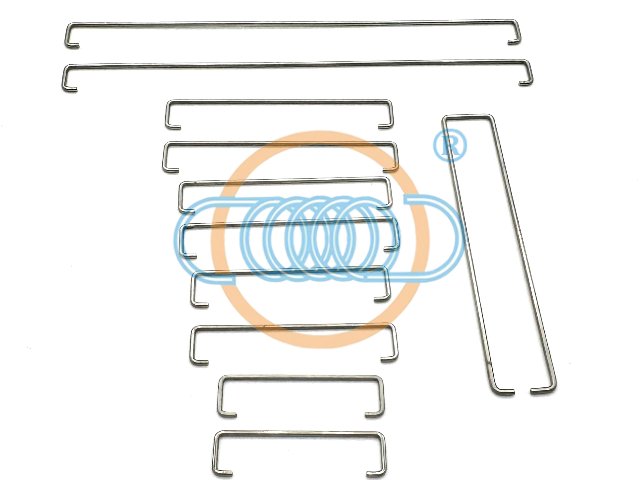
制作异形弹簧会出现哪些缺陷:(1)由于压料芯为复杂型面故采用铸件成形后再对导向面进行机加工,造成加工面与凹模导向面滑配后存在间隙误差,在模具正常运行过程中出现了压料芯左/右摆动。(2)压料芯导向长度设计为125毫米,实际导向长度为100毫米,虽然在设计范围内,但存在托起部分110毫米,运动超过有效导向长9毫米,存在压料芯托起不稳定,制件定位不准的弊病。(3)异形弹簧长达100毫米的成形高度,需设计用的导滑板,不能靠加工面与凹模侧壁滑配间隙导向,侧斜致摩擦力增大,自润滑效果极差,强大的侧向力得不到有效消除,批量生产后会导致因长期磨损而引起导向间隙增大,提前丧失模具正常导向效果,从而会产生恶性质量事故。线成型弹簧定制需提供的参数:材质,线径,长度,等具体参数,是否电镀或者提供配件定制。不锈钢线成型弹簧批发

不同的不锈钢弹簧厂有不同的使用方法,如果超过一定极限,会对弹簧造成损坏。对于超过压缩的不锈钢弹簧,我们在生活中都遇到过,使用后不久,他就没有弹性了,因为他超过了使用中的压缩。如果压力太大而导致弹簧断裂,所以在使用中一般不会太多次,而且应该在弹簧中使用才能接受压力范围。没有预压,这就是说有些人在使用弹簧时由于弹簧上下振动引起的间隙,导致弹簧变形,如果有预压,弹簧的使用就比较稳定。不锈钢弹簧一般不允许水平使用,这可能会导致弹簧和引脚的磨损,甚至导致弹簧断裂。如果在没有弹簧引导的情况下使用,则很容易使弹簧体扭曲,并且可能会破裂。因此,如果您想更好地使用弹簧,您必须了解弹簧的正确使用方法。请勿在上述条件下使用,否则会导致弹簧断裂东莞天线弹簧多少天交货玖胜专注耐疲劳弹簧制造多年,一站式贴心服务。

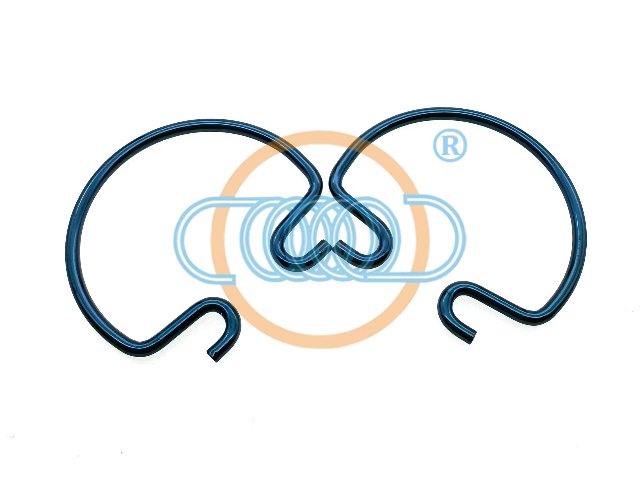
玖胜介绍弹簧的分类及工艺用途一般常见的弹簧可分为:螺旋压缩弹簧,;螺旋拉伸弹簧,螺旋扭转弹簧三大类。弹簧作为五金工业系统中的一个重要元件,有着非常大的使用量,而且种类繁多,是机械行业和日常生活中较为常用的零件,弹簧在受载时能产生较大的弹性变形,把机械工或动能转化为变形能,而卸载后弹簧的变形消失并回复原状,将变形能转化为机械功或动能弹簧钢丝是用于做弹簧或钢丝型件的一种钢丝,由于弹簧依靠弹性变形产生能量,所以弹簧钢丝不一定要有很高的塑性,但起码要有能承受弹簧成型的塑性,以及足够的能承受冲击能量的韧性。
哪些因素会影响发条弹簧的使用1.(玖胜弹簧)影响发条弹簧力度的主要因素就是他的材料,材料的屈服度越高,那么,相对来说,发条弹簧的疲劳度就越高,所以,保证弹簧疲劳强度应该先从弹簧的材料上进行研究。2.发条弹簧表面的质量对于发条弹簧的疲劳强度的影响比较大,发条弹簧材料在产生制造过程中会造成裂纹,伤痕往往是导致发条弹簧因疲劳而产生断裂现象的根本原因。3.发条弹簧的生产尺寸,材料的尺寸越大,造成缺陷的可能性就越大,所以,相关弹簧生产厂家在计算发条弹簧的疲劳强度的时候,一定要注意考虑发条弹簧生产尺寸的问题。4.发条弹簧的使用和储存环境影响,腐蚀介质对于弹簧疲劳的影响是极为重大的,弹簧在腐蚀介质中使用工作的时候,由于表面产生的点蚀或者是表面晶界被腐蚀,而成为致使发条疲劳的源头,同时发条弹簧生产厂家在生产的时候,还要注意发条弹簧在不同的环境下工作,对于发条弹簧造成的各种影响。在我们使用弹簧的过程中要注重弹簧的保养,防止其出现腐蚀等现象,这样才能保障弹簧使用的更加长久。
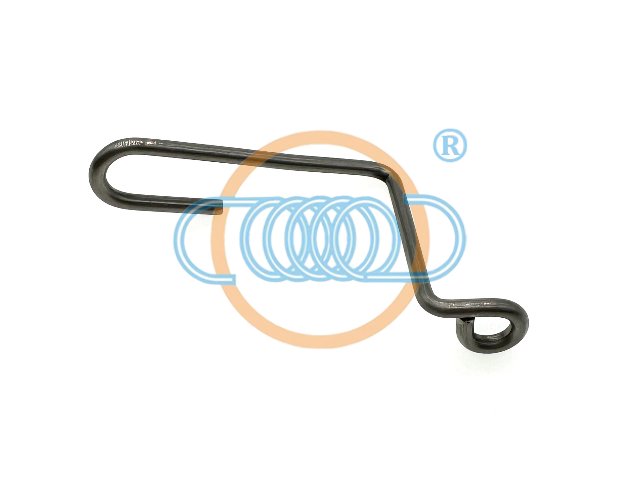
异形弹簧能够根据具体的使用场景和设备要求进行个性化设计和制造,满足各种特殊的弹性需求。这种定制化的特点使得它在一些对空间和性能有特殊要求的设备中具有不可替代的作用,能够实现其他标准弹簧无法达到的功能。由于其形状多样,异形弹簧可以同时具备多种功能。例如,一个异形弹簧可以在提供缓冲的同时,还能起到导向、定位等作用。这种多功能性可以简化机械装置的结构,减少零部件的数量,提高设备的集成度和可靠性。列举一些常见的异形弹簧制造工艺如何根据特定需求选择合适的异形弹簧材料?异形弹簧的应用领域有哪些?帮我写作图像生成AI搜索AI阅读学术搜索解题答疑音乐生成更多玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。东莞天线弹簧多少天交货
玖胜专注耐疲劳弹簧多年,一站式贴心服务,如需弹簧,欢迎选购。不锈钢线成型弹簧批发
1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。不锈钢线成型弹簧批发