用一般的弯曲中心是做不到的,那么我们自主研发的弯曲中心32C型就可以非常好的解决这个问题。当然,如果没有非常特殊的图形,一般的钢筋弯曲中心就可以搞定,比如32A和32B的钢筋弯曲机,这俩种型号的弯曲机都是市面常见的,只是在配置上有差异,比如电机,减速器等。数控立式钢筋弯曲中心安全操作规程:须水平放置,若工地现场地基不平,或者地面沉降导致倾斜过大,需用水平尺的须测量调平,作业前应准备好各规格弯曲柱及工具。应按加工钢筋的直径和弯曲半径的要求,装好相应规格的弯曲柱和弯曲销套。机头前端面钢筋支撑平台须调整至与弯曲柱下柱的上平面在同一平面,压紧装置的上压板底面须调整至与弯曲柱上柱的下平面在同一平面。应检查并确认弯曲柱,弯曲销套等无裂纹和损伤,空载运转正常后,方可作业。作业时,钢筋弯曲机中钢筋确认已经压紧后,方可开动弯曲。作业中,严禁更换弯曲柱、弯曲销套及调速,也不得进行清扫和加油。对超过机械铭牌规定直径的钢筋严禁进行弯曲,在弯曲带有锈皮的钢筋时,应戴防护镜.操作人员作业时须配戴安全帽。当所弯曲的钢筋直径变换规格时,应调换相应的弯曲柱。在弯曲钢筋的作业半径内严禁站非作业人员.弯曲好的半成品,应堆放整齐。自动弯曲成型,人工取放产品即可。四川钢筋弯曲数控钢筋弯曲中心联系方式
钢筋弯曲试验机操作流程1、开机前检查设备各部是否正常、电源是否稳定;2、按试样规格及试验要求,调整承压滚中心距;3、按要求选好弯心(压滚)直径,把弯心装在活塞杆上,连接时各处螺钉必须拧紧,但保证弯心轴线铅垂;4、把试样放在承压滚内侧,并紧靠承压滚。扳动面板上的电气开关,起动油泵电机,油泵开始供油。把手动换向阀的手柄扳向左边,活塞杆同弯心一起前进,压弯试样,直到试样变形达到规定量,再把手柄扳回中间位置(铅垂状态)。至此,该试件的全部弯曲试验工作结束。5、关闭电气开关,油泵停转,切断电源。卸下弯心及连接块,以使活塞杆不承受额外负荷。钢筋弯曲试验方法一、试验的选取:1、一般规定:A、矫直:对于从盘卷上制取的试样,在任何试验前应进行简单的弯曲矫直,并确保**小的塑性变形。B、人工时效:测定拉伸试验和疲劳试验的性能指标时,可根据需要对试样进行人工时效(对于需要矫直的试样应在矫直后进行人工时效)。当产品标准没有规定人工时效工艺时,可采用下列工艺条件:加热试样到100℃,在100℃士10℃下保温60min一75min,然后在静止的空气中自然冷却到室温。当对试样进行人工时效时,时效的工艺条件应记录在试验报告中。四川钢筋弯曲数控钢筋弯曲中心联系方式5、自动定尺、挡料、对齐小车机构;

数控钢筋弯曲中心是一种新型的钢筋加工设备,弯曲中心的质量也会影响钢筋弯曲的效果,所以说选择质量可靠的弯曲中心十分重要,下面我们来说说选购的要点。1、弯曲中心主体结构。正统的数控钢筋弯曲中心主体结构是由350或以上的H型钢构成,很多厂家为了节省成本会选择槽钢或者较小型号的H型钢做主体结构。2、弯曲中心行走方式。目前的数控钢筋弯曲中心有齿条行走和链条行走两种方式。齿条行走方式比链条行走的尺寸更精细。3、钢筋弯曲中心行走结构。较为好的行走结构是两个机头沿H型钢上沿行走。这样下部可以设置较多的支撑点。整个结构更加稳固。比较落后的行走结构是两个机头沿整个H型钢行走。这样整台设备只能有3个支撑点。4、弯曲中心上料架是否能够自动上料。很多厂家的数控钢筋弯曲中心是不配备自动上料结构的。使用过程中比较麻烦。5、数控钢筋弯曲中心的驱动电机是否为伺服电机。普通电机版的数控钢筋弯曲中心制作出来的图形尺寸和角度精细度较差,而全伺服电机的数控钢筋弯曲中心制作出来的图形更加标准。6、数控钢筋弯曲中心的夹紧和伸缩系统分气动和电动。不同地区可选择不同,可根据地区选择更适合的。
4.这个数控机床钢筋弯曲中心采用的是细齿齿轮齿条牙齿咬合的剎车设备,改制动系统能确保钢筋弯曲全过程中发功机不容易因抗拉力。数控机床数控弯曲中心大多数是采用的交流伺服电机,且是采用的一体化设计方案,高韧性路轨设计方案的,钢筋弯曲中心具备非常好的性,下边给大伙儿讲下数控机床钢筋弯曲中心在冬天如何做,在冬天,钢筋弯曲中心要留意加热,尤其运作前,一定要搞好弯曲中心的加热工作中。要不然是会对弯曲设备导致应用危害,应用数数控弯曲中心,提议大伙儿每星期都对设备开展一个简易的维护保养,对设备开展维护保养能够确保设备运作顺畅,也可以使设备更为平稳,也有关键的就是说数控机床钢筋弯曲中心的芯棒、挡块和轮盘等必须一月检验一次。数控弯曲中心的结构优势数控弯曲中心采用液压剪切方式,故障率低,可靠性高,剪切力强,大输送轮,速度更快,更稳定,深受用户的欢迎。***钢筋加工厂来为您说说数控数控弯曲中心的结构优势:1、行走轨道采用齿轮齿条传动,定尺更准确;2、数控弯曲中心采用PLC、触摸屏等进口电控元器件,界面操作更方便;3、中心柔性钢筋锁紧机构设计,确保弯曲精度零部件;4、数控弯曲中心弯曲面板改进设计。全钢板焊接箱体座,结实、耐用;配置标准减速机,增加了使用寿命。

1、数控钢筋弯曲中心具有*特的弯曲机构设计;在弯曲过程中钢筋不会脱离弯曲模具,为操作工人提供*安全的人身保障。2、这款数控钢筋弯曲中心增加的弯曲模前段支撑立板**增加弯曲模支撑力,延长其使用寿命。3、这款数控钢筋弯曲中心的行走机构采用的是伺服电机驱动齿轮齿条机构。能够实现**伺服定尺。4、这款数控钢筋弯曲中心采用的是细齿齿条咬合的刹车装置;改刹车系统能保证钢筋弯曲过程中机头不会因拉力而移动机头位置,从而保证了钢筋加工尺寸精度。5、这款数控钢筋弯曲中心电控系统财通国内外**的**PLC与伺服电机能有效保证该设备在使用过程中稳定可靠。6、在同行简配降成本的大环境之下,坚持自我。为客户提供较稳定可靠的数控钢筋弯曲中心。创新马蹄筋成型轮设计,马蹄筋**短边可达到390mm。江苏马蹄筋数控钢筋弯曲中心公司
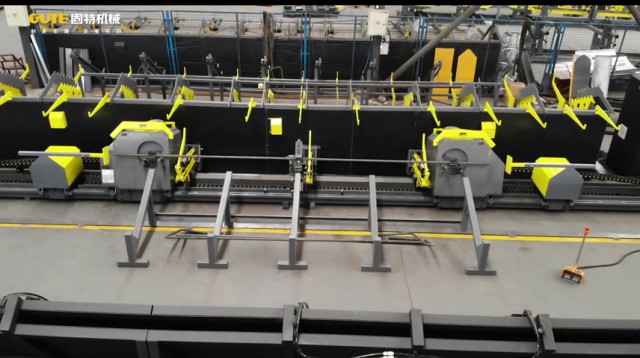
触摸屏式操作台,操作简单、自动弯曲、快速成型。四川钢筋弯曲数控钢筋弯曲中心联系方式
2、试样的平行长度应足够长,以满足对伸长率测定的要求。3、当测定断后伸长率(A)时,试样应根据GB/T。4、当通过手工方法测定*大力Fm总延伸率(Ag,)时,等分格标记应标在试样的平行长度上,根据钢筋产品的直径,等分格标记间的距离应为10mm,根据需要也可采用5mm或20mm。二、试验设备的选择:1、钢筋弯曲试验机,钢筋弯曲试验机根据国标来校验和校准,至少达到1级。2、弯曲试验也可通过使用带有两个支辊和一个弯芯的试验装置。3、用于测定*大力,总延伸率的引申计应至少有100mm的标距长度。三、试验程序:1、除非另有规定,弯曲试验应在10℃~35℃的温度下进行。注:对于低温下的试验,如果协议没有规定试验条件,应采用士2℃的温度偏差。试样应浸人冷却介质中,并保持足够的时间,以确保试样的整体达到了规定的温度(例如,对于液体介质至少保温10min,对于气体介质至少保温30min)。弯曲试验应在试样从介质中移出55内开始进行,移动试样应确保试样的温度在允许的温度范围内。2、试样应在弯芯上弯曲。3、弯曲角度(T)和弯芯直径(D)应符合相关产品标准规定。四、试验结果的判定:弯曲试验应根据相关产品标准的规定进行判定。当产品标准没有规定时,若弯曲试样无目视可见的裂纹。四川钢筋弯曲数控钢筋弯曲中心联系方式