数控钢筋弯曲中心操作规程之数控立式钢筋弯曲中心操作注意事项导读:认真执行日常维修保养的有关规定和要求。开机前检查设备部件、附件是否完整。电气、气动装置及管路是否正常,PLC线路连接是否良好,润滑点加注润滑油,确认正常后方可开机。数控钢筋弯曲中心操作规程之数控立式钢筋弯曲中心操作注意事项1.认真执行日常维修保养的有关规定和要求。开机前检查设备部件、附件是否完整。电气、气动装置及管路是否正常,PLC线路连接是否良好,润滑点加注润滑油,确认正常后方可开机。2.按加工图形选择相应的机头、轴套、垫块、支撑挡板。3.打开设备总电源和设备电源,调整好图样要求的尺寸。4.开机后空运转五分钟,确认运转正常后方可生产。5.操作中注意空压缸磁性开关,定位碰块、行程开关等部位是否处于良好的运行状态,声响有无异常,如有异常关闭电源,停车检修。6.弯曲长拐时应注意弯拐运动方向,以免碰撞。7.润滑点经常注油。8.生产任务结束或下班后,关闭总电源及设备电源,锁好电源控制柜,清理设备上的灰尘杂物,扫除工作场所及责任区域的卫生,物品整齐归类,按规定放置。全钢板焊接箱体座,结实、耐用;配置标准减速机,增加了使用寿命。湖北钢筋折弯数控钢筋弯曲中心推荐厂家
改刹车系统能保证钢筋弯曲过程中机头不会因拉力而移动机头位置。从而保证了钢筋加工尺寸精度。5、这款数控钢筋弯曲中心电控系统财通国内外先进的品牌PLC与伺服电机能有效保证该设备在使用过程中稳定可靠。6、凯瑞德机械在同行简配降成本的大环境之下,坚持自我。为客户提供**稳定可靠的数控钢筋弯曲中心。(该款数控钢筋弯曲中心自重。)四、数控钢筋弯曲中心KW-2S-32技术参数表如下:编号技术参数KW-2S-321钢筋加工直径范围Φ12mm—32mm2弯曲角度(°)正弯:0°~180°;反弯:0°~-120°3弯曲方向正反方向弯曲均可4弯曲精度(°)±°5长度精度(mm)±1mm/m6弯曲速度(°/s)60°/s7**小弯曲轴间距mm500mm8弯曲边**短长度mm60mm9外形尺寸12**(实际功耗量5KW),380V,50-60Hz11钢筋直径ΦΦ10Φ12Φ14Φ16Φ18Φ22Φ25Φ3212加工支数n97653211。山东什么是数控钢筋弯曲中心公司4、配置自动机械手装置。

这也就成了一些领导经常来考察指导必去的地方,一日某重要领导又要来光顾,酒庄经理为了讨好领导就吩咐一员工说:“去把那只鹿角锯下来让领导带走。”送走领导后,经理回想着领导满意的笑容,这一定得归功于那只梅花鹿,于是就带着随从来到鹿园要慰问一下梅花鹿,来到鹿园经理愣了一会问那位员工:“这只鹿怎么瘸了?”员工得意的主:“经理,您让我把鹿‘脚’锯下来,那鹿能不瘸吗!”输入、输出转数比准确,弯曲速度稳定、准确,钢筋弯曲机且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于维修。可以采用智能化控制。数控钢筋弯曲中心全自动具有内存近五百种图形储存能力的强大数据库该设备采用CNC伺服控制系统,可自动完成钢筋矫直、定尺、弯箍、切断等工序,数控弯曲中心能够弯曲较大直径13mm钢筋,连续生产任何平面形状的产品。钢筋弯曲机***用于建筑业、大型钢筋加工厂等领域,使用***。采用智能控制,可以加工多种尺寸多种规格的方形,钜形,菱形、多边形等。生产效率高、相当于二十到三十人工。钢筋弯曲中心全自动设备实用性强,只需一人操作,节省大量人工。节省原材料。
钢筋弯曲试验机操作流程1、开机前检查设备各部是否正常、电源是否稳定;2、按试样规格及试验要求,调整承压滚中心距;3、按要求选好弯心(压滚)直径,把弯心装在活塞杆上,连接时各处螺钉必须拧紧,但保证弯心轴线铅垂;4、把试样放在承压滚内侧,并紧靠承压滚。扳动面板上的电气开关,起动油泵电机,油泵开始供油。把手动换向阀的手柄扳向左边,活塞杆同弯心一起前进,压弯试样,直到试样变形达到规定量,再把手柄扳回中间位置(铅垂状态)。至此,该试件的全部弯曲试验工作结束。5、关闭电气开关,油泵停转,切断电源。卸下弯心及连接块,以使活塞杆不承受额外负荷。钢筋弯曲试验方法一、试验的选取:1、一般规定:A、矫直:对于从盘卷上制取的试样,在任何试验前应进行简单的弯曲矫直,并确保**小的塑性变形。B、人工时效:测定拉伸试验和疲劳试验的性能指标时,可根据需要对试样进行人工时效(对于需要矫直的试样应在矫直后进行人工时效)。当产品标准没有规定人工时效工艺时,可采用下列工艺条件:加热试样到100℃,在100℃士10℃下保温60min一75min,然后在静止的空气中自然冷却到室温。当对试样进行人工时效时,时效的工艺条件应记录在试验报告中。该设备采用PLC、伺服驱动控制系统,确保了整机的操控性能和控制精度,规模化、高效性的生产。

2、试样的平行长度应足够长,以满足对伸长率测定的要求。3、当测定断后伸长率(A)时,试样应根据GB/T。4、当通过手工方法测定*大力Fm总延伸率(Ag,)时,等分格标记应标在试样的平行长度上,根据钢筋产品的直径,等分格标记间的距离应为10mm,根据需要也可采用5mm或20mm。二、试验设备的选择:1、钢筋弯曲试验机,钢筋弯曲试验机根据国标来校验和校准,至少达到1级。2、弯曲试验也可通过使用带有两个支辊和一个弯芯的试验装置。3、用于测定*大力,总延伸率的引申计应至少有100mm的标距长度。三、试验程序:1、除非另有规定,弯曲试验应在10℃~35℃的温度下进行。注:对于低温下的试验,如果协议没有规定试验条件,应采用士2℃的温度偏差。试样应浸人冷却介质中,并保持足够的时间,以确保试样的整体达到了规定的温度(例如,对于液体介质至少保温10min,对于气体介质至少保温30min)。弯曲试验应在试样从介质中移出55内开始进行,移动试样应确保试样的温度在允许的温度范围内。2、试样应在弯芯上弯曲。3、弯曲角度(T)和弯芯直径(D)应符合相关产品标准规定。四、试验结果的判定:弯曲试验应根据相关产品标准的规定进行判定。当产品标准没有规定时,若弯曲试样无目视可见的裂纹。2、配置自动上料架机构,自动喂料。吉林绿色环保的数控钢筋弯曲中心怎么样
Z长可弯到10米,满足多种图形要求,实用性强。湖北钢筋折弯数控钢筋弯曲中心推荐厂家
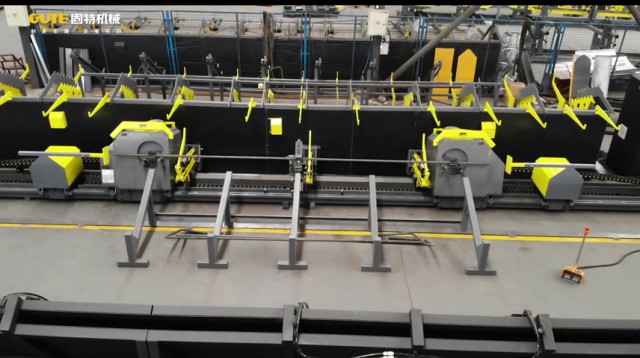
四机头数控钢筋弯曲中心为满足客户的多功能要求而研制开发,是数控双机头立式钢筋弯曲中心的升级版本,在两个弯曲主机的基础上又增加了两个移动式弯曲主机,并相应增加的储料、输料的长度;一般用于铁路、公路、电力、市政、桥梁和预制等建设领域。1.弯曲和行走均采用品牌伺服电机驱动,确保设备运行稳定,控制加工精度在1mm以内。2.钢筋中间夹紧机构采用气缸夹紧,气动结构后期故障率低,使用寿命长。4.钢筋加持机构采用柔性钢筋锁紧机构,保证在夹紧钢筋的同时不损伤钢筋。5.行走采用齿条齿轮啮合传动方式,保证了机头行走稳定性,行走尺寸更加准确。6.采用齿轮二级减速结构,使传动方式更加稳定,缩短设备中心距,保证可满足更多图型加工;7.采用PLC控制系统,放入钢筋后可直接弯曲,缩短机头行走浪费的时间。8.操作系统具有柔性安全保护功能,保证设备在误操作后尽量不会损伤器械。湖北钢筋折弯数控钢筋弯曲中心推荐厂家