弹簧的回火工艺1.加热:与淬火类似,将弹簧放置在加热炉中进行回火前的预热。2.回火:将已经淬火处理好的弹簧放置到回火炉中进行回火处理。回火温度与时间会直接影响弹簧的机械性能,通常使用中低温度进行长时间回火,能够消除淬火过程中出现的残余应力,降低弹簧的脆性,还能够提高韧性和延展性。3.控制冷却速率:回火完成后,弹簧会产生较大的内部应力,需要进行自然冷却或缓慢冷却,避免产生新的应力。四、小结热处理是弹簧制造中一个非常重要的工艺流程,巧妙的热处理能够提高弹簧的性能,使其具有更好的电气和机械特性。要想确保弹簧在制造的过程中能够达到预期的机械性能指标,必须严格按照工艺流程进行处理,避免产生缺陷,确保产品质量。拉伸弹簧定制-找玖胜拉伸弹簧制作厂家-三天出样。耐腐蚀双边扭簧定做
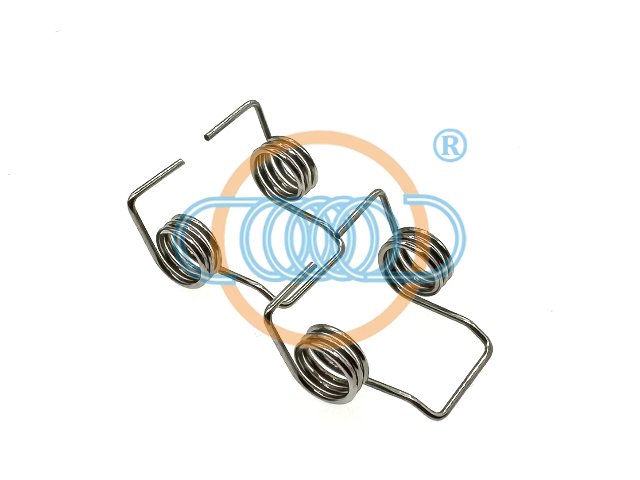
扭转弹簧通过对材质柔软、韧度较大的弹性材料的扭曲或旋转进行蓄力,利用杠杆原理释放,使被发射物具有一定的机械能。现代的扭转弹簧扭力杆多用弹性极好的钢材制造,形式也有很大变化,有机械表里面的游丝,有玩具陀螺里的动力弹簧,也有坦克、汽车里的扭力杆。扭力杆体积小扭力大,作为交通运输工具的避震工具再好不过了。1、缓和冲击和吸收振动:这类弹簧具有较大的弹性变形能力,可吸收振动和冲击量。如汽车、火车中的缓冲弹簧、联轴器中的吸振弹簧等等。2、控制机构的运动:这类弹簧要求在某一定变形范围内的作用力变化不大。如内燃机中的阀门弹簧、离合器中的控制弹簧,自动机床凸轮机构中的弹簧等等。3、储存能量:这类弹簧既要求有较大的弹性,又要求作用力较稳定。如钟表弹簧、自动机床中刀架自动返回装置中的弹簧等等。4、测量力的大小:这类弹簧要求其受力与变形呈线性关系。如测力仪及弹簧秤中的弹簧等等。弹簧的种类很多,按承受载荷的不同可分为拉伸弹簧、压缩弹簧、扭转弹簧和弯曲弹簧等。按弹簧形状不同可分为:螺旋弹簧、蝶形弹簧、环形弹簧、盘簧、板弹簧等。广东耐腐蚀扭簧生产工艺提供弹簧的尺寸或样板、图纸均可2.弹簧材质是什么,钢丝的线径3.弹簧表面处理等工艺要求4.采购数量!

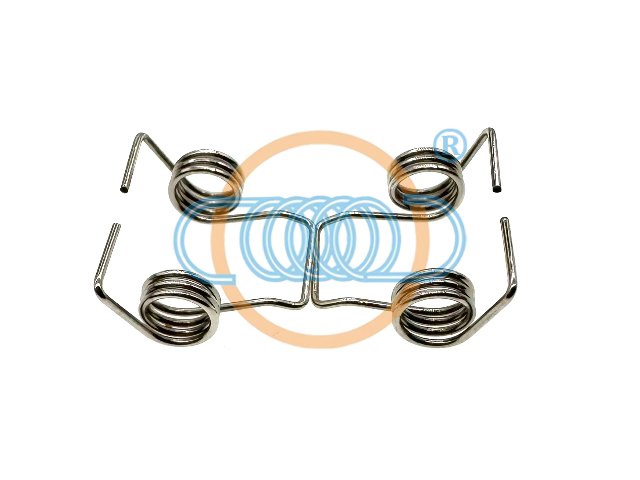
扭簧是一种用于机械装置和电子设备中的重要弹性元件。为了保证扭簧的质量和性能,需要进行一系列的加工工艺流程。一、准备工作阶段。在进行扭簧的加工之前,需要进行一些准备工作。1.确定材料和工具:首先,加工人员需要根据设计需求确定所需的扭簧材料,如钢丝等,并准备所需的工具,如扭簧机、切割机等。2.检查材料:对于每次加工,都需要对材料进行检查,确保材料质量符合要求。3.调整扭簧机:根据所需的扭簧规格和材料特性,需要对扭簧机进行必要的调整,以确保加工出来的扭簧符合要求。在完成准备工作后,即可开始进行扭簧的加工.1.切割材料:首先,需要使用切割机将钢丝切割成所需长度,并确保钢丝两端平整。2.扭制:接下来,将钢丝固定在扭簧机上,并选择所需的扭簧规格,开始进行扭制,在扭制的过程中,需要根据材料特性和扭簧规格进行必要的调整,以保证扭簧质量。3.热处理:扭簧加工完成后,需要进行热处理,以提高扭簧的弹性和硬度。热处理的温度和时间需要根据扭簧材料和规格进行调整。4.喷漆:为了保护扭簧表面,并增加美观度,需要对扭簧进行喷漆处理,在喷漆之前,需要进行表面处理,以去除任何杂质和油污。
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。我们知道您关心的是交期:编程工程师团队经验丰富,设备自动化生产程度高,设备生产速度快,日产量高!
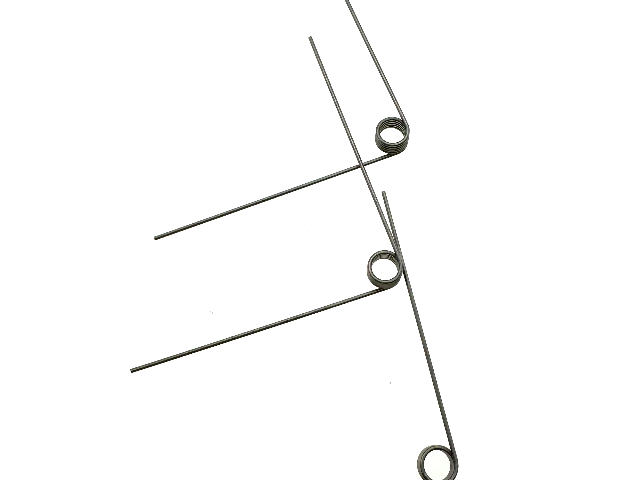
扭转弹簧构型是一种设计扭转弹簧时常用的构型之一。它的目的是通过黄圈紧密接触,促进旋转并使其产生角度回弹力。力臂构型有多种选择,可以以不同的方式固定弹簧。对于扭转弹簧而言,需要考虑的力臂规格包括力臂角度、等力臂长度和力臂收口类型。弹簧在同侧呈直线或平行,力臂角度被视为0度。角度沿着非旋绕方向而增大。力臂收口类型包括直扭、直线偏移式、铰链式、短拉钩收口或拉钩收口。为满足应用要求,可以弯曲、扭曲扭转弹簧的收口,或者将其收口制成拉钩或拉环。扭转弹簧构型具有以下特点:1.紧密接触:扭转弹簧的构型设计中,黄圈与其他部件的接触面积较大,能够更好地传递旋转力和回弹力。2.角度回弹力:通过设计合适的力臂角度,扭转弹簧能够在受力后回弹并保持一定的角度。3.多种固定方式:力臂构型的多样性使得扭转弹簧可以通过不同方式进行固定,适应不同的应用需求。4.考虑力臂规格:在设计扭转弹簧时,需要综合考虑力臂角度、等力臂长度和力臂收口类型,以满足应用的要求。弹簧公差选择:根据实际需求选择外径基准型(走负公差),内径基准型(走正公差),弹簧常数公差±10%。东莞不锈钢304扭转弹簧公司
东莞弹簧定制厂家,您定我制20年多年的弹簧定制生产经验。耐腐蚀双边扭簧定做
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。耐腐蚀双边扭簧定做