水下切粒机的技术创新趋势——节能与环保提升在节能与环保方面,水下切粒机也有明显的创新趋势。从节能角度来看,新型水下切粒机采用更高效的加热系统,如电磁感应加热技术,相比传统的电阻加热,能够提高加热效率,减少能源消耗。在水循环系统中,优化水泵的设计和运行控制,采用变频调速技术,根据实际需求调节水泵的流量和扬程,降低水泵的能耗。同时,对生产过程中的余热进行回收利用,例如利用余热预热原料或加热生产用水,进一步提高能源利用率。在环保提升方面,改进水循环系统的过滤装置,提高对水中杂质和塑料碎屑的过滤效率,减少废水排放对环境的污染。研发新型的切刀材料和工艺,降低切粒过程中的粉尘和挥发性气体产生量。此外,对于设备的噪声控制也在不断加强,采用隔音材料和优化设备结构等措施,降低水下切粒机运行时的噪声水平,减少对周边环境和操作人员的影响,使水下切粒机在满足生产需求的同时,更加符合节能环保的要求。水下切粒机的切刀角度可根据物料特性进行适当调整。哪些水下切粒机

关于水下切粒机技术创新拓展应用领域——水下切粒机技术的不断创新正在拓展其应用领域。一方面,新型材料的研发,如高性能工程塑料、生物降解塑料等,需要更精密、更适配的切粒设备。水下切粒机通过优化切刀设计、改进水循环系统和提高自动化控制水平,能够更好地处理这些新型材料,生产出符合特殊要求的塑料颗粒。例如,在生物降解塑料的生产中,水下切粒机可以精确控制颗粒的尺寸和形状,确保其在后续加工和使用过程中的性能稳定。另一方面,技术创新使得水下切粒机能够与其他塑料加工工艺更好地衔接,如与塑料改性、共混等工艺相结合,生产出具有多种功能和特性的塑料颗粒,进一步拓宽了其在塑料产品制造领域的应用范围。创新水下切粒机生产企业水下切粒机的安装需遵循严格标准,确保设备水平度与稳固性。

粒子表面有毛刺问题表现:粒子边缘有细小的塑料丝或凸起,使粒子表面不光滑。原因分析:切刀不够锋利,无法干净利落地切断熔体,导致熔体在切断处出现拉丝现象。切刀转速与熔体挤出速度不匹配。如果切刀转速过慢,熔体在被切断前已部分冷却定型,容易产生毛刺;而转速过快时,切刀对熔体的冲击较大,也可能造成切割面不平整并产生毛刺。塑料原料中可能含有杂质或水分,影响熔体的流动性和均匀性,进而导致切粒时出现毛刺。解决方法:检查切刀状况,如磨损则更换切刀,并确保新切刀安装正确且锋利。根据塑料原料的特性和挤出量,合理调整切刀转速,使切刀与熔体挤出速度达到比较好匹配。可通过试验不同的转速组合,观察切粒效果来确定比较好参数。对塑料原料进行预处理,如干燥处理去除水分,过筛去除杂质,保证原料的纯净度和良好的流动性。
全球贸易格局的变化对水下切粒机市场产生着明显的影响。一方面,贸易自由化促进了水下切粒机的国际市场拓展。一些在技术和质量上具有优势的国家和地区,如欧洲、北美和东亚的部分国家,其水下切粒机制造商能够通过国际贸易将产品销售到全球各地,扩大市场覆盖范围。另一方面,贸易保护主义抬头也带来了挑战。部分国家设置的贸易壁垒,如高额关税、进口配额限制等,可能阻碍水下切粒机的出口。不过,这也促使一些企业通过在目标市场当地投资建厂或与当地企业合作的方式,绕过贸易壁垒,继续开拓市场。总体而言,全球贸易格局的动态变化要求水下切粒机企业具备敏锐的市场洞察力和灵活的市场策略,以适应不同的贸易环境,保障市场份额的稳定增长。水下切粒机的切粒室内部压力需保持稳定,利于切粒顺利进行。
粒子粘连问题表现:切出的粒子相互黏在一起,形成团状或串状。原因分析:水下切粒过程中,水循环系统的冷却效果不佳。水温过高或水流速度过慢,不能及时带走塑料熔体的热量,使粒子冷却不充分,在表面仍具有粘性时就相互接触并粘连。塑料原料的特性导致其粘性较大,如某些橡胶改性塑料或高熔体强度的聚合物。切粒机的切刀与模板之间的间隙不合理,可能使熔体挤出时受到不均匀的剪切力,部分熔体在切粒后仍处于高温高粘状态,容易粘连。解决方法:检查水循环系统,确保冷却水泵正常工作,水温控制在合适的范围内。一般对于大多数塑料,水温可控制在 5 - 30℃之间,根据具体原料进行调整。可增加冷却塔的制冷能力或加大水流量来提高冷却效果。对于粘性较大的原料,可考虑在配方中添加适量的润滑剂或脱模剂,降低粒子间的粘连性。或者调整切粒工艺参数,如适当提高切刀转速,加快切粒速度,减少粒子在水中的停留时间,降低粘连的可能性。重新调整切刀与模板的间隙,保证熔体挤出均匀、稳定,使粒子能够充分冷却定型。水下切粒机的切粒过程是在水介质中完成,能快速冷却物料。广东产地水下切粒机
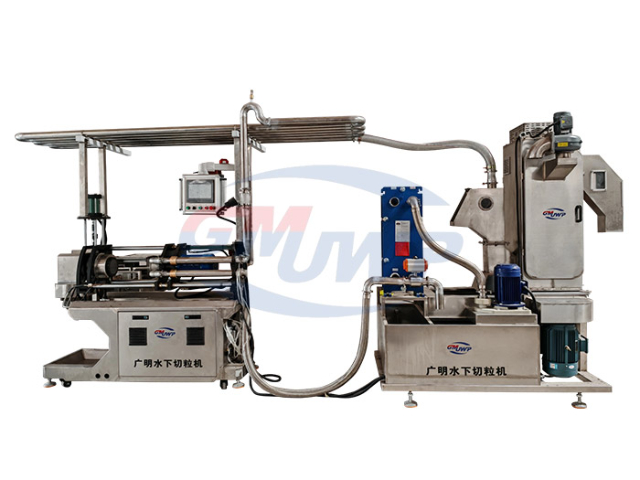
水下切粒机的检修工作需在停机断电后进行,保障人员安全。哪些水下切粒机
水下切粒机的维护保养要点——挤出系统维护水下切粒机的挤出系统维护对设备性能和产品质量有着重要影响。挤出系统中的螺杆和机筒需要保持清洁,避免物料残留。在每次生产结束后,应采用特定的清洗剂或加热清洗的方法清理螺杆和机筒内的残留塑料。长期使用后,螺杆表面可能会出现磨损,导致物料输送不均匀或塑化不良,这时需要对螺杆进行修复或更换。检查螺杆的螺棱是否有损坏、变形,以及螺杆与机筒之间的间隙是否正常,间隙过大可能会造成物料回流,影响挤出效率和产品质量。机筒的加热装置要定期检查,确保加热均匀、温度控制准确。可通过校准温度传感器来保证温度显示的准确性,防止因温度偏差导致塑料物料熔融不充分或过热分解。此外,挤出系统的传动部件,如电机、减速机、联轴器等,要定期进行润滑和检查,保证其运行平稳,无异常噪音和振动。通过对挤出系统的精心维护,可以延长设备的使用寿命,提高水下切粒机的生产稳定性和产品质量。哪些水下切粒机


