弯管的质量是很多人关注的一方面,质量的好坏,决定了后期的加工以及施工,所以在生产中,质量这一个因素确实显得尤为重要。影响其质量的因素有哪些呢?1、弯胎的精度是影响弯管质量的要素之一。在弯胎制造时,除规格尺寸要求节制在必然公役局限时,弯管加工还也要求用户在运用时依据弯制管径选择响应的弯胎。2、供用户在选择管子直径与壁厚关系时参考。反映相对弯曲半径,相对壁厚对管道质量的影响,依据管道加工的验收标准。3、纯弯曲时,管子在外力效果下,中性层外侧臂壁受拉应力效果而减薄,内侧受压应力。效果而增厚,合力使管子横截面发作转变。4、管材自身的可弯曲功能与外表侵蚀状况,亦能够影响到弯管质量。观察加工功能和对外表侵蚀状况。弯管质量容易受到以上几方面因素的影响,在生产的时候尤为注意。管道生产的时候,在弯曲的时候注意一下,毕竟很多因素,都有可能影响着管道的质量。 衣架加工 上海弯管厂上海拉弯厂.金山区直销203x10无缝管弯圆

综合分类(1)普通钢a.碳素结构钢(a)Q195;(b)Q215(A、B);(c)Q235(A、B、C);(d)Q255(A、B);(e)Q275。b.低合金结构钢c.特定用途的普通结构钢(2)质量钢(包括高级质量钢)a.结构钢:(a)优质碳素结构钢;(b)合金结构钢;(c)弹簧钢;(d)易切钢;(e)轴承钢;(f)特定用途质量结构钢。b.工具钢:(a)碳素工具钢;(b)合金工具钢;(c)高速工具钢。c.特殊性能钢:(a)不锈耐酸钢;(b)耐热钢;(c)电热合金钢;(d)电工用钢;(e)高锰耐磨钢。5、按冶炼方法分(1)平炉钢:(a)酸性平炉钢;(b)碱性平炉钢。b.转炉钢:(a)酸性转炉钢;(b)碱性转炉钢或(a)底吹转炉钢;(b)侧吹转炉钢;(c)顶吹转炉钢。c.电炉钢:(a)电弧炉钢;(b)电渣炉钢;(c)感应炉钢;(d)真空自耗炉钢;(e)电子束炉钢。(2)按脱氧程度和浇注制度分a.沸腾钢;b.半精钢;c.精钢;d.特殊精钢。钢材按外形分为型材、板材、管材、金属制品四大类。国内常用钢钢号对照表钢号中国前苏联美国英国日本法国德国GBTOCTASTMBSJISNFDIN优质碳素结构钢M10S9CKC1010F1010040A10XC,1012045M10S10CXC10C10,CK50A20S20CXC18C22,CKS25CCK60A35S35CXC38TSC35。金山区直销203x10无缝管弯圆各种产品供应商,目前可加工型材截面Φ3mm-Φ1500mm。

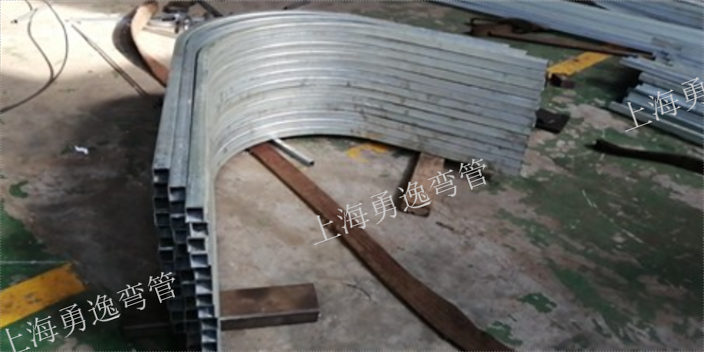
上海勇逸弯管有限公司专业从事冷弯管加工,公司座落于景色秀丽的上海。本公司专业从事冷弯管加工多年,现已拥有先进的冷弯设备和弯管加工工艺,专业弯制加工各类焊管、钢管、槽钢、角钢、扁钢、工字钢等型钢。弯管加工产品有直角弯管U型弯管组合弯管蛇型弯管盘管角钢槽钢工字钢等。弯管产品广泛应用于:火车、汽车、摩托车、童车、钢制家具、体育健身器材、空调配管、卫浴设备、石油化工、造船航天、机械制造等行业。多年来,我公司进行了一定规模的弯管加工技术改造,引进一批技术人才和先进的弯管加工机械。
焊接件加工制作:公司提供各类弯管钣金件焊接件及设备制作,并提供设计,欢迎客户来图咨询。公司秉承“精益求精、质量至上”的追求理念,经过数年的生产实践,我们已对管材加工技术积累了丰富的经验,并不断创新,不断提升。公司目前年产各类管件产品能力达到30万套以上,并且能做到在较短的时间内按照客户要求,生产出符合标准和质量的产品。由于我们重视品质,追求信誉,目前公司产品已销至美国、澳洲、丹麦等欧洲国家,并正在不断拓展其他国家,拓宽产品销售链,我们的产品获得了客户一致肯定和好评。苏州智久金属制品有限公司愿与社会各界朋友携手并进,共同发展,愿以我们有限的智慧,无限的激情为各界朋友创造财富,为社会和谐发展作出贡献,为智久人营造美好生活。型材、角钢、槽钢、扁钢、H型钢、工字钢、异型钢等。
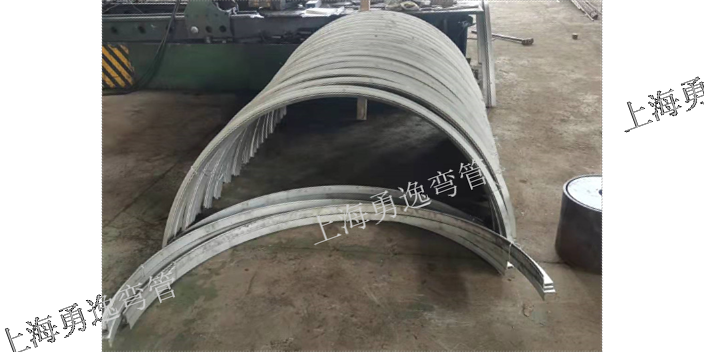
公司位于中国·上海,主营 弯管加工,拉弯加工,弯圆加工,机械零件加工,专业各种型材上海拉弯弯曲,上海弯圆,上海弯管弯弧,等剪板折边来料弯管加工及订单加工,各种产品供应商,目前可加工型材截面Φ6mm-Φ1500mm,拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊型材卷弯机、七辊型材卷弯机、金属管材圆锯机,具备业内加工面一齐整的多种弯圆设备,弯管产品全分布于造船、汽车、摩托车、锅炉、石油化工、家具、机械制造、装潢、金属结构、幕墙装饰等行业。 管桁架,是指用圆杆件在端部相互连接而组成的格子式结构。桁件使桁架结构用料经济、结构自重轻,易于构成各种外形以适应不同的用途,譬如可以做成简支桁架、拱、框架及塔架等。近年来,随着我国钢铁产量的不断增长,管桁架在被越来越全的使不锈钢冲压弯头焊后硬化性较大,随便发生裂纹。青浦区203x10无缝管弯圆规格型号
装潢、金属结构、幕墙装饰等行业。金山区直销203x10无缝管弯圆
锻造工艺过程一般由以下工序组成,即选取质量钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。金山区直销203x10无缝管弯圆