- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
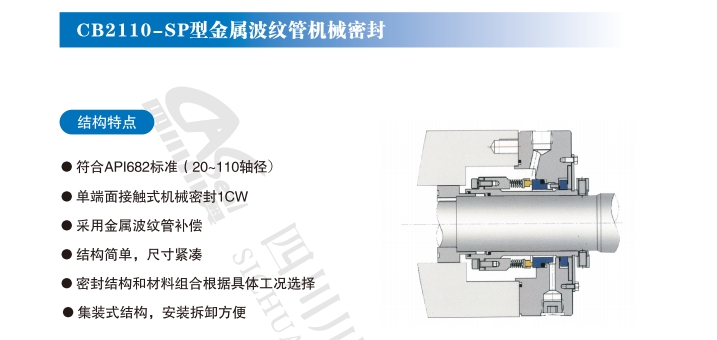
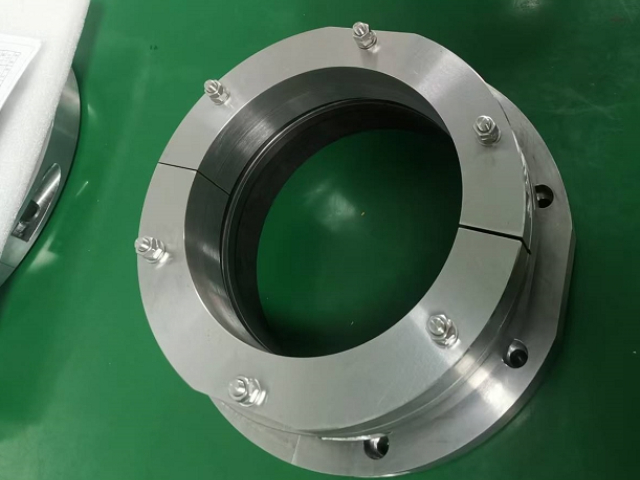
一般来说,焊接金属波纹管机械密封,在使用上相对其他各类机械密封的性能要可靠许多,主要因素有:1.波纹管机械密封的密封端面受力相对较均匀;2.波纹管机械密封的追随性较好,可以在一定程度上弥补由于转轴的挠曲变形、设备振动、动静环与轴套的同轴度误差等因素,所产生的端面间隙(一般要求小于1μm),从而减少机械密封的泄漏;3.波纹管机械密封与大弹簧型机械密封相比,受轴套表面腐蚀的影响较小;4.波纹管机械密封的静环是用螺栓紧固在机械密封压盖上。而大部分弹簧型机械密封的静环,基本上都是依靠O形密封圈同机械密封压盖的过度配合,以及流体压力与外弹簧的作用来密封,要受到压盖密封面的配合尺寸及腐蚀程度的影响,密封效果较差。金属波纹管机械密封密封件波纹管结构独特,有效防止介质对设备的侵蚀。福建耐低温金属波纹管机械密封怎么样

机械密封是一种用于旋转流体机械的轴封装置。比如离心泵、离心机、反应釜和压缩机等设备。由于传动轴贯穿在设备内外,这样,轴与设备之间存在一个圆周间隙,设备中的介质通过该间隙向外泄漏,如果设备内压力低于大气压,则空气向设备内泄漏,因此必须有一个阻止泄漏的轴封装置。轴封的种类很多,由于机械密封具有泄漏量少和寿命长等优点,所以世界上机械密封是在这些设备较主要的轴密封方式。机械密封又叫端面密封,在国家有关标准中是这样定义的:“由至少一对垂直于旋转轴线的端面在流体压力和补偿机构弹力(或磁力)的作用以及辅助密封的配合下保持贴合并相对滑动而构成的防止流体泄漏的装置。”山东反应釜金属波纹管机械密封厂商密封件金属波纹管,采用先进热处理工艺,增强材料的硬度和耐磨性。
选择密封件,在选购维修用密封件时,多数用户都会按样品的尺寸及颜色去购买,这只会增加采购的难度,而且不一定能选中合适产品。建议采用下列程序去提高采购密封件的准确性:1.运动方向-先决定密封件所在位置的运动方向,例如往复、旋转、螺旋或固定。2.密封重点-例如决定活动点是在内径的拉杆封或活动点是在外径的活塞封等。3.温度等级-从原厂机械使用说明查阅或按实际工作环境评估工作温度,决定所需使用材料。有关温度等级的说明可参考下面的生产用户注意事项。4.尺寸大小-多数用户都会按使用过的旧样品选购,但密封件在使用一段时间后,会被温度、压力及磨损等因素大幅影响其原来的尺寸,按样选择只能作为一个参考,更好的方法是量度密封件所在位置的金属槽尺寸,准确性会较高。5.压力等级-从原厂机械使用说明查阅有关数据,或通过观察原密封件的软硬度和结构推断工作压力等级,有关压力等级的说明可参考下面的生产用户注意事项。
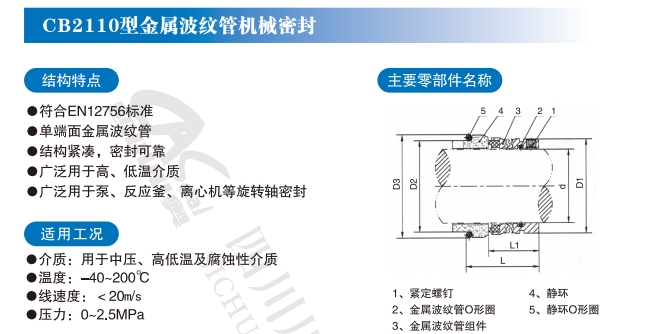
金属波纹管机械密封的优缺点:金属波纹管式机械密封的应用范围很广,从低温到高温,从中性介质到腐蚀性介质,从低速到高速,从普通到苛刻的工作条件都可选用。金属波纹管机械密封是20世纪中叶和21世纪初推出的另一项明显创新。这些密封采用柔性金属波纹管作为弹簧单元和动态密封元件,与传统的带螺旋簧弹的辅助密封的机械密封相比,具有更优异的弹性和耐用性。金属波纹管密封既使用弹性辅助密封元件,也使用非弹性辅助密封元件,如柔性石墨。这有助于提高各行各业在涉及高温和腐蚀性流体的苛刻环境中的运行可靠性。密封件金属波纹管,采用优良合金材料,确保密封件在高温高压下依然保持强度高。
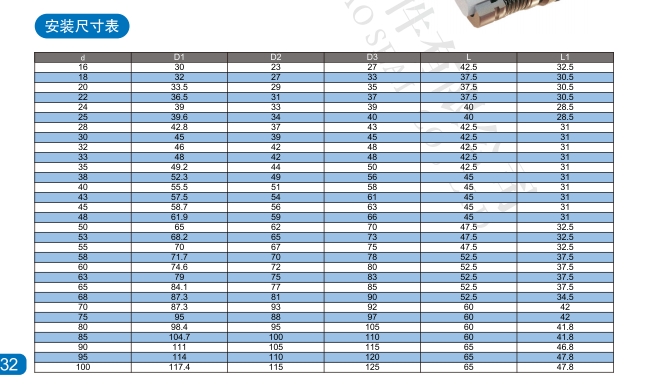
安装时位置要求,为了保证机械密封稳定的运行、长寿命和低泄漏性能,将它正确地安装在机器上是十分重要的。安装时必须注意的事项:部件的确认,把机械密封安装到机器上时,安装前要很好的与总装配图相对照,确认零件是否已准备齐全,这时要注意密封磨擦副密封面、密封圈等有无伤痕、缺损等异常现象,还要注意与填料、密封圈(O环)等相接触的轴或轴套表面、法兰等部件上有无伤痕,若发现有异常的现象,则必须更换或修理后再使用。在实际进行安装时,不要将超过需要的零件带到现场,这样,安装完毕后零件如有剩余,则是安装时有了漏装的地方;若零件不足,则意味着不必要的地方也组装上了零件,这也就起到了在安装时自检的作用。(有人认为一个好的装配工是不需要图纸和其它标记,这是错误的。那他只是个熟练工不是个好检修工)。先进的金属波纹管设计,减少设备故障率。湖南集装式金属波纹管机械密封生产厂家
密封件采用金属波纹管,增强设备的整体密封性能。福建耐低温金属波纹管机械密封怎么样
在组件密封的基础上,20世纪后半叶出现了集装式密封。这些密封将所有密封元件集成到一个预装单元中,简化了机械密封的安装程序,较大限度地降低了安装不当导致密封失效的风险。集装式密封以其简便性和可靠性迅速风靡各行各业,进一步推动了集装式机械密封技术的需求和发展。20世纪末,压缩机气体密封的开发彻底改变了高压、高速应用领域的密封解决方案。利用密封面形状,这些专门使用机械密封有效地密封了气体压缩机和涡轮机中旋转部件和静止部件之间的接口(界面),较大限度地减少了气体泄漏,同时提高了设备效率。福建耐低温金属波纹管机械密封怎么样
安装机械密封的泵与机械密封配合部分的技术要求如下:1、轴弯曲度:较大不大于0.05毫米;2、转子振摆:动环密封圈处的轴套附近不大于0.06毫米;3、轴的轴向窜动量不允许超过±0.5毫米,如果带轴套,不允许轴套有松动;4、联轴器的找正误差:对于齿式联轴器不大于0.08~0.10毫米(P2008C),对于弹性联轴器不大于0.05~0.06毫米;(习惯做法端跳小于0.05,径跳小于0.10)5、压盖(静环座)与密封配合止口对轴中心线的同心度允差0.05毫米,与垫片接触的平面对中心线的垂直度值允差0.03~0.05毫米,如果达不到要求,密封腔要进行加工;6、安装动环密封圈的轴套端部,以及安装静环密封圈...
- 江西反应釜金属波纹管机械密封生产厂家 2024-12-23
- 甘肃高温金属波纹管机械密封 2024-12-22
- 重庆高压金属波纹管机械密封市价 2024-12-22
- 山西集装式金属波纹管机械密封安装 2024-12-22
- 云南高压金属波纹管机械密封供应商 2024-12-22
- 云南高温金属波纹管机械密封批发 2024-12-21
- 湖南双端面金属波纹管机械密封 2024-12-21
- 河南静止金属波纹管机械密封厂家直销 2024-12-21
- 湖南双端面金属波纹管机械密封厂商 2024-12-21
- 福建双端面金属波纹管机械密封工作原理 2024-12-21

- 湖北单端面金属波纹管机械密封安装 2024-12-20
- 山东高温金属波纹管机械密封工作原理 2024-12-20
- 湖南四氟金属波纹管机械密封工作原理 2024-12-20
- 北京高温金属波纹管机械密封结构 2024-12-20
- 重庆集装式金属波纹管机械密封哪家好 2024-12-19
- 云南金属波纹管机械密封供应商 2024-12-19



- 海南搪瓷釜用机械密封市场价格 12-22
- 甘肃高温金属波纹管机械密封 12-22
- 广西防水干气密封结构 12-22
- 山东双端面釜用机械密封参考价 12-22
- 湖南溶解罐搅拌器机械密封参考价 12-22
- 河北全剖分式机械密封厂家 12-22
- 山西合金泵用机械密封 12-22
- 云南耐高压泵用机械密封制造 12-22
- 重庆高压金属波纹管机械密封市价 12-22
- 广西储罐干气密封特点 12-22