满装轴承生产过程中常见的几个缺陷在满装轴承的生产过程中,要经过车工锻件,热外理,磨削等几个工序,每个工序都会产生制造缺陷,从而报废轴承。以下我们来满装轴承制造过程中的一些注意事项。车工锻造缺陷:有的时候切较不整齐,有毛刺和飞边等原因,这样会在表面形成折叠区,它的特点就是折叠会比较精大,整个形状不规则。这个问题较好采用荧光磁粉探伤解决。用这个方法可以清楚的看到问题。热外理产生裂纹:当热处理过程中,温度过高或者冷却过程太快,内应力大于材料的断裂强度时候,就会有裂纹。这个问题也可以用荧火磁粉探伤来解决。磨削中产生缺陷:在打磨内外径时,由于力的作用,有时刀片会走位,这时如果数控机床还好,精确度比较高,人工操作就有很大缺陷需要注意。总之,要生产出一个合格的产品,在满装轴承生产过程中各个环节都要加以质量控制。一个有经验的工人,二是精确度高的检测仪器。这些都是保证产品质量必备要素。轴承的滚子直径和数量可根据负载需求进行调整,实现优化设计。上海无外圈圆柱滚子轴承价格
满装圆柱滚子轴承的工艺差异套合格的满装圆柱滚子轴承经过层层工艺,每一道环节都很重要。不同质量的货品就是因为各个工艺阶段控制不同而产生。首先选择原材料很重要。对质量要求不高的会用小钢厂的,而要配套主机厂或者代工的都必须从大钢厂拿货。然后热处理也有讲究,不同的热处理时间,温度和工艺都会产出不同质量的产品。有的热处理工厂为了达到高效率,会缩短热处理时间。所以,对经过热处理的半成品进行硬度和径向等检测是控制良品的必要手段。磨加工要有经验的工人不断的对加工精度进行监测,装配时,滚动体的质量也很重要。总之,要完成一个合格的满装圆柱滚子轴承,对生产过程中每道工序的检测都要有标准。浙江SL轴承非标定制圆柱滚子轴承的滚子排列紧密,提高了承载能力。

为了确定由于各种原因拆卸下来的SL轴承是否可以继续使用,在清洁轴承后需要观察。仔细检查查滚道面、滚动面、配合面的主体状态,保持器的磨损,SL轴承的游隙增加是否会损坏尺寸精度,或者导致轴承异常等。大型轴承因为不能用手旋转,要特别注意检查圆柱滚动体,滚道内表面,轴承表面等,对于轴承使用位置越重要,检查的时候就要越仔细。看拆卸下来的SL轴承是否可重复使用,这就要考虑到轴承各部位损伤程度、机械性能、运转条件、使用部位的重要程度而决定。如有下述缺陷则不能再使用。必须换新轴承:1,内圈,外圈,滚动体,任何缓存或间隙。2,套圈在任何一个轧制上被打破。3,滚动表面,肋和滚动体上有显着相对松弛。4,滚道面、挡边、滚动体上有明显不紧密。5,滚道面、圆柱滚动体上有锈斑,有损伤。6,轴承密封盖内灰尘覆盖显而易见。
圆柱滚子轴承在船舶驱动系统中扮演着至关重要的角色,其应用范围多面且不可或缺。海洋环境的复杂性和严苛性,对船舶机械设备的可靠性提出了极高的要求。在这样的背景下,圆柱滚子轴承凭借其出色的耐久性和强大的承载能力,成为了船舶驱动系统中的推荐部件。这些精密的轴承组件,不仅能够在恶劣的海洋环境中保持稳定运行,还能承受来自船舶推进系统的巨大载荷,确保船舶在各种工况下都能保持稳定的航行状态。圆柱滚子轴承的前沿性能,不仅提升了船舶驱动系统的整体可靠性,还为船舶的安全航行提供了坚实的保护。因此,在船舶制造业中,圆柱滚子轴承的应用越来越多面,成为了提升船舶性能、确保航行安全的关键技术之一。它们正以其独特的优势,为海洋运输业的繁荣发展贡献着不可或缺的力量。 圆柱滚子轴承适用于需要高精度和高刚性的应用场合。

好的无外圈圆柱滚子轴承在加工工艺方面有着特殊之处。为了保证轴承的高精度和稳定性,钧达轴承会采用高质的加工技术和材料,对轴承的各个部件进行精密加工和热处理。同时,还会对滚动体和滚道进行优化设计,以降低接触应力和磨损,提高轴承的寿命和性能。此外,在装配过程中,爱斯艾尔轴承也会采用严格的质量控制措施,确保轴承的装配精度和可靠性。综上所述,无外圈满装圆柱滚子轴承以其独特的结构组成和优越的性能特点,在工业设计中发挥着重要的作用。在选型时需要根据具体需求进行综合考虑,并选择质量可靠的产品。轴承的内外圈及滚子均可根据客户需求进行定制,满足特殊应用需求。上海无外圈圆柱滚子轴承价格
该轴承能够适应各种复杂工况,保持稳定的运转性能。上海无外圈圆柱滚子轴承价格
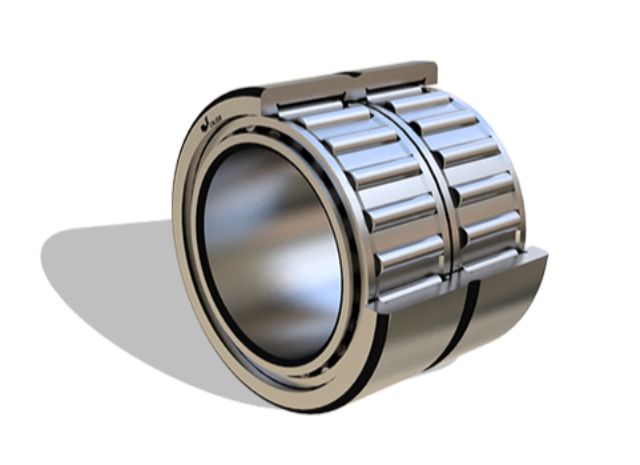
什么叫圆柱滚子轴承、滚针轴承、圆锥滚子轴承?圆柱滚子轴承:滚动体是圆柱滚子的向心滚动轴承。圆柱滚子轴承内部结构采用滚子呈平行排列,滚子之间装有间隔保持器或者隔离块,可以防止滚子的倾斜或滚子之间相互摩擦,有效防止了旋转扭矩的增加。圆柱滚子与滚道为线接触轴承。负荷能力大,主要承受径向负荷。滚动体与套圈挡边摩擦小,适于高速旋转。根据套圈有无挡边,可以分有NU、NJ、NUP、N、NF等单列圆柱滚子轴承,及NNU、NN等双列圆柱滚子轴承。该轴承是内圈、外圈可分离的结构。上海无外圈圆柱滚子轴承价格