- 品牌
- 日东工器NITTO KOHKI
- 型号
- MG-40
- 重量
- 1.6KG
- 产地
- 日本
- 可售卖地
- 全国
- 是否定制
- 否
- 材质
- 钢铁
- 配送方式
- 快递
常用气动元器件:压缩机:把机械能转变为气压能。电动机:给压缩机提供机械能,它是把电能转变成机械能。压力开关:被调节到一个高压力:停止电动机,低压力,重新启动电动机。单向阀:阻止压缩空气反方向流动。储气罐:贮存压缩空气。压力表:显示储气罐内的压力。自动排水器:无需人手操作,排掉凝结在储气罐内所有的水。安全阀:当储气罐内的压力超过允许限度,可将压缩空气排出。冷冻式空气干燥器:将压缩空气冷却到零上若干度,以减少系统中的水份。主管道过滤器:它清理主要管道内灰尘、水份和油。主管道过滤器必须具有小型的压力降和油雾分离能力。日东工具 ,就选上海仪嘉贸易发展有限公司,有想法的可以来电咨询!杭州NITTO KOHKI日东工具哪有卖

气动技术是指以压缩空气为动力源,进行能量传递或信号传递的工程技术实现各种生产控制自动化的一门技术,是实现各种生产控制、自动控制的重要手段在人类追求与自然界和平共处的时代,研究并大力发展气压传动,对于全球环境与资源保护有着相当特殊的意义。随着工业机械化和自动化的发展,气动技术越来越多地应用于各个领域里。特别是成本低廉、结构简单的气动自动装置已得到了普及与应用,在工业企业自动化中具有非常重要的地位。有人曾指出:气动就是自动化,尽管有些夸张,但至少表明气动技术已被应用于工业自动化的各个领域中。天津研磨机日东工具哪有卖日东工具 ,就选上海仪嘉贸易发展有限公司,让您满意,欢迎新老客户来电!
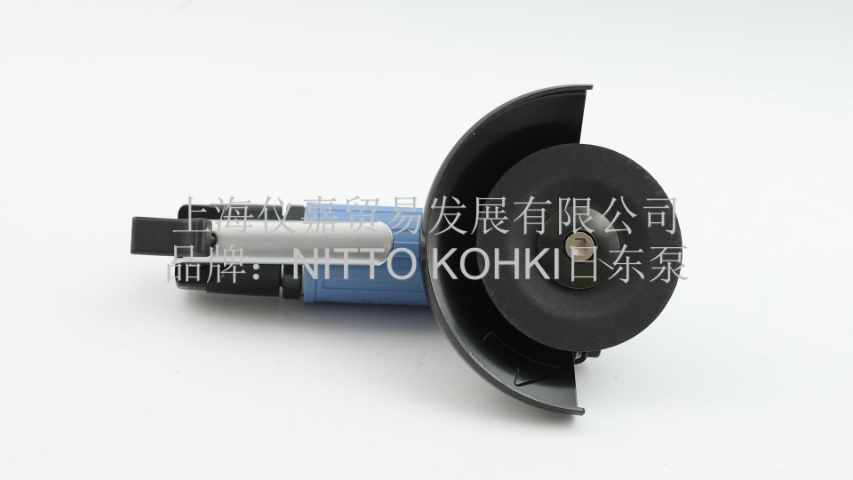
气动研磨机采用压缩空气作为动力源具有以下优点1.高功率输出:通过增加气源压力和调整马达速度,可以获得高功率输出,适合对硬度较高的工件进行加工,2.可靠性高:气动研磨机的结构简单、零部件少,因此寿命较长,且维护成本低3.方便携带:气动研磨机体积小巧轻便,易于携带,适用于各种场合的使用。4.微振幅:研磨头部的高频振动可以控制在微振幅范围内,有效降低研磨过程对工件的热影响和变形。需要注意的是,使用气动研磨机时要保持良好的操作技巧和安全意识,避免操作不当或疏忽导致事故发生。在操作过程中,应戴上合适的防护设备,遵守相关操作规程,以确保工作的安全和有效。
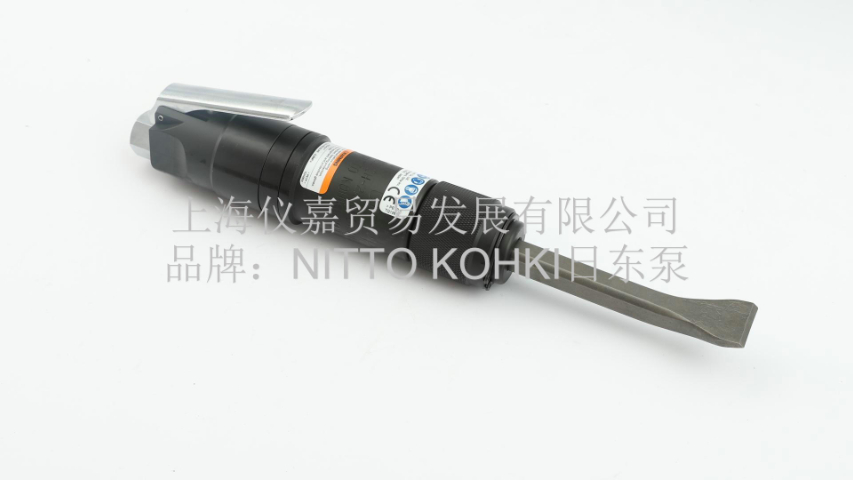
气动工具是指通过气体驱动的工具,它利用压缩空气或气体产生动力来完成工作。气动工具主要是利用压缩空气带动气动马达而对外输出动能工作的一种工具。压缩空气进入气动马达后,驱动马达叶片旋转,进而通过齿轮等传动机构将旋转运动转化为各种形式的作业动作。主要组成部分气动工具主要由动力输出部分、作业形式转化部分、进排气路部分、运作开启与停止控制部分。工具壳体等主体部分组成。此外,气动工具运作还必须有能源供给部分、空气过滤与气压调节部分以及工具附件等。上海仪嘉贸易发展有限公司为您提供日东工具,欢迎您的来电!

工具附件是指安装在气动工具本体上直接与工件直接接触的工具,气动三联件承担了该项任务。气动三联件主要由气压表、过滤器、油雾器、调压器等部分组成,其中过滤器中内置滤芯,在使用一段时间后要进行维护清洗、定期更换;这样的压缩空气不进行任何处理,直接进入气动马达,则将导致马达寿命缩短,从而致使整把工具动力输出不足、且不稳定,易造成马达等零部件连环损坏的现象,为此在由管道输送的压缩空气至气动工具之间,必须设置压缩空气过滤、调节装置,包括各类气动套筒、接杆、转换接头、刀头等;上述各部分相互依存、相互制约、不能单独孤立存在实现作业。上海仪嘉贸易发展有限公司为您提供日东工具 ,有需求可以来电咨询!天津研磨机日东工具哪有卖
上海仪嘉贸易发展有限公司为您提供日东工具,期待您的光临!杭州NITTO KOHKI日东工具哪有卖
动力输出部分是气动工具主要组成部件之一,主要有气动马达及动力输出齿轮组成,它依靠高压力的压缩空气吹动马达叶片而使马达转子转动,对外输出旋转运动,并通过齿轮带动整个作业形式转化部分运动按定子与转子是否同心,气动马气动马达可分为同心马达和偏心马达,按进气孔的数量多少,可分为单进气孔马达、双进气孔马达和多进气孔马达等。无论是何种形式的气动马达,都是依靠压缩空气吹动马达叶片带动转子旋转的,马达叶片在高速旋转时,时刻与定子内壁发生摩擦,它是马达内常见的易损部件,因而它对压缩空气的质量和压缩空气中是否含润滑油分子要求很高。杭州NITTO KOHKI日东工具哪有卖

抛光机专门针对钢、铝铜等金属制品的表面和管类进行效果处理,几十种原厂配件满足不同需要,轻而易举制造出各种精度不同的雪花纹、拉丝纹、波浪纹、哑光面、镜面等,快速修补深度划痕和轻微刮花,快速打磨和抛光;焊缝、水口痕、迹氧化膜、污迹和油漆等,适用於去毛刺、形成圆角,装饰性金属加工,在加工过程中不会形成暗影、过渡地带和装饰面不均匀等,是金属制品生产线的重要设备。气动工具是利用高压气体的能量来驱动其工作原理的工具。上海仪嘉贸易发展有限公司是一家专业提供日东工具的公司,欢迎您的来电哦!徐州NITTO KOHKI日东工具购买首先在数控系统中预设孔位坐标和孔洞直径等加工参数,数控系统接收到用户设计的孔位信息后...
- 厦门日东工器日东工具代理 2024-12-30
- 河南抛光机日东工具咨询 2024-12-29
- 淄博磁力钻日东工具报价 2024-12-29
- 黑龙江MG-40日东工具代理 2024-12-28
- 成都进口日东工具现货 2024-12-28
- 河北日东工器日东工具经销 2024-12-27
- 湖州剥离机日东工具购买 2024-12-27
- 深圳正版日东工具代理 2024-12-26
- 厦门日东工器日东工具咨询 2024-12-26
- 辽宁日东工器日东工具哪有卖 2024-12-26


- 河北剥离机日东工具报价 2024-12-21
- 四川正版日东工具咨询 2024-12-20
- 广州研磨机日东工具经销 2024-12-19
- 广州NITTO KOHKI日东工具咨询 2024-12-18
- 福建原装日东工具代理 2024-12-17
- 广州原装日东工具代理 2024-12-16






- 芜湖法国STAUBLI史陶比尔接头咨询 12-30
- 安徽正牌TOYOX东洋克斯胶管哪家好 12-30
- 四川空气用胶管TOYOX东洋克斯胶管供应商 12-30
- 徐州NITTO KOHKI日东工具购买 12-30
- 河北达威DELVO日东螺丝刀咨询 12-30
- 江苏MEDO日东泵哪有卖 12-30
- 无锡I/O式HARTING浩亭连接器价格 12-30
- 珠海正版日东NITTOKOHKI快速接头现货 12-30
- 河北SUS304PISCO碧士克管接头经销商 12-30
- 安徽拴结点RUD路德吊环报价 12-30