- 品牌
- Good-Laser
- 型号
- 齐全
- 控制方式
- 数控,自动,手动
- 作用对象
- 玻璃,金属,铝,塑料
- 电流
- 交流,直流
国外除上述应用外,还在不断扩展其应用领域。(1)采用三维激光切割系统或配置工业机器人,切割空间曲线,开发各种三维切割软件,以加快从画图到切割零件的过程。(2)为了提高生产效率,研究开发各种专门使用切割系统,材料输送系统,直线电机驱动系统等,目前切割系统的切割速度已超过100m/min。(3)为扩展工程机械、造船工业等的应用,切割低碳钢厚度已超过30mm,并特别注意研究用氮气切割低碳钢的工艺技术,以提高切割厚板的切口质量。因此在我国扩大CO2激光切割的工业应用领域,解决新的应用中一些技术难题仍然是工程技术人员的重要课题。CO2激光切割机采用封闭式防护设计,确保了操作人员的安全。东莞防爆膜CO2激光切割机厂家精选

激光切割机组成部分:1)切割头:主要包括腔体、聚焦透镜座、聚焦镜、电容式传感器和辅助气体喷嘴等零件。切割头驱动装置用于按照程序驱动切割头沿Z轴方向运动,由伺服电机和丝杆或齿轮等传动件组成。2)冷水机组:用于冷却激光发生器。激光器是利用电能转换成光能的装置,如CO2气体激光器的转换率一般为20%,剩余的能量就变换成热量。冷却水把多余的热量带走以保持激光发生器的正常工作。冷水机组还对机床外光路反射镜和聚焦镜进行冷却,以保证稳定的光束传输质量,并有效防止镜片温度过高而导致变形或炸裂。陶瓷CO2激光切割机制造CO2激光切割机具有智能诊断系统,便于CO2激光切割机维护和管理。
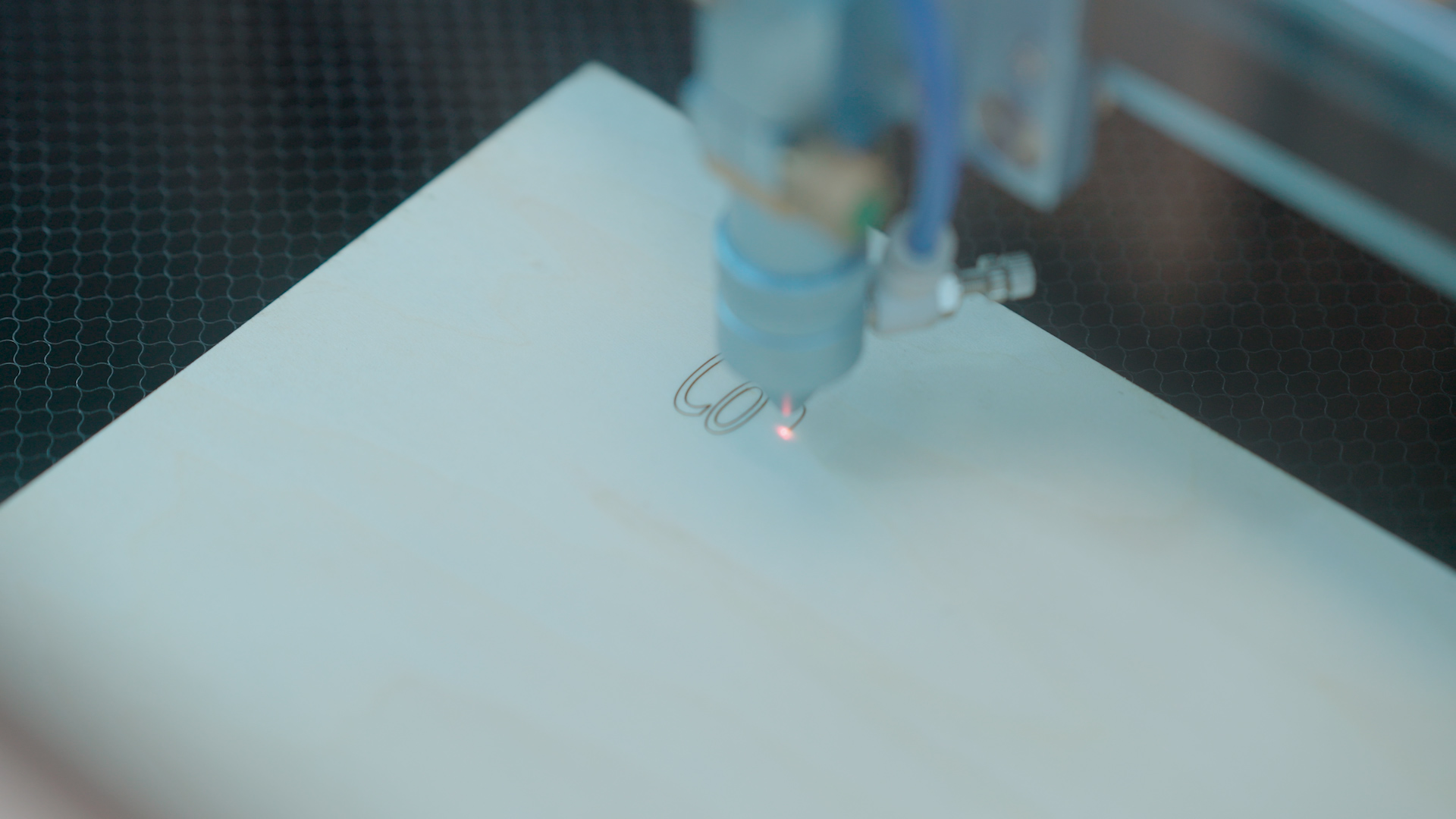
随着科技的不断进步,激光切割技术在不断地发展和完善,为我们的生产、制造、加工等方面提供了更加可靠、高效、高质量的选择。该技术采用激光束照射到钢板表面时释放的能量来使不锈钢熔化并蒸发。激光源一般用二氧化碳激光束,工作功率为500~2500瓦。该功率的水平比许多家用电暖气所需要的功率还低,但是,通过透镜和反射镜,激光束聚集在很小的区域。能量的高度集中能够进行迅速局部加热,使不锈钢蒸发。此外,由于能量非常集中,所以,只有少量热传到钢材的其它部分,所造成的变形很小或没有变形。
CO2激光切割机熔化切割的具体描述如下:(1)材料表面在激光束的照射下很快被加热到燃点温度,随之与氧气发生激烈的燃烧反应,放出大量热量。在此热量作用下,材料内部形成充满蒸汽的小孔,而小孔的周围为熔融的金属壁所包围。(2)显然,氧化熔化切割过程存在着两个热源,即激光照射能和氧与金属化学反应产生的热能。据估计,切割钢时,氧化反应放出的热量要占到切割所需全部能量的60%左右。很明显,与惰性气体比较,使用氧作辅助气体可获得较高的切割速度。CO2激光切割机具有实时监控功能,便于操作人员掌握CO2激光切割机运行状态。

CO2激光器基本结构:激光管,激光器中较关键的部分。通常由三部分组成(如图所示):放电空间(放电管)、水冷套(管)、储气管。放电管通常由硬质玻璃制成,一般采用层套筒式结构。它能够影响激光的输出以及激光输出的功率,放电管长度与输出功率成正比。在一定的长度范围内,每米放电管长度输出的功率随总长度而增加。一般而言,放电管的粗细对对输出功率没有影响。水冷套管的和放电管一样,都是由硬质玻璃制成。它的作用是冷却工作气体,使得输出功率稳定。储气管与放电管的两端相连接,即储气管的一端有一小孔与放电管相通,另一端经过螺旋形回气管与放电管相通。它的作用是可以使气体在放电管中与中循环流动,放电管中的气体随时交换。CO2激光切割机具有一键式操作功能,简化了操作流程,提高了生产效率。四川三维五轴CO2激光切割机参考价
CO2激光切割机在健身器材制造领域具有广泛应用。东莞防爆膜CO2激光切割机厂家精选
CO2激光切割技术比其他方法的明显优点是:(1)切割质量好。切口宽度窄(一般为0.1--0.5mm)、精度高(一般孔中心距误差0.1--0.4mm,轮廓尺寸误差0.1--0.5mm)、切口表面粗糙度好(一般Ra为12.5--25μm),切缝一般不需要再加工即可焊接。(2)切割速度快。例如采用2KW激光功率,8mm厚的碳钢切割速度为1.6m/min;2mm厚的不锈钢切割速度为3.5m/min,热影响区小,变形极小。(3)清洁、安全、无污染。较大程度上改善了操作人员的工作环境。东莞防爆膜CO2激光切割机厂家精选

传感器是由传感元件和放大控制部分组成。根据传感元件的不同跟踪系统也完全不同,在此,主要有两种形式的跟踪系统,一种是电容式传感器跟踪系统,又称非接触式跟踪系统。另一种是电感式传感器跟踪系统,又称接触式跟踪系统。光束传输组件,外光路:折射反射镜,用于将激光导向所需要的方向。为使光束通路不发生故障,所有反射镜都要保护罩加以保护,并通入洁净的正压保护气体以保护镜片不受污染。一套性能良好的透镜会将一无发散角的光束聚焦成无限小的光斑。一般用5.0英寸焦距的透镜。7.5英寸透镜只用于>12mm厚材。CO2激光切割机在环保CO2激光切割机制造领域具有重要作用。精密CO2激光切割机市场价格二氧化碳切割机在工业制...
- 辽宁CO2激光切割机批发 2024-12-21
- 东莞智能CO2激光切割机使用方法 2024-12-21
- 湖南大幅面CO2激光切割机供应商 2024-12-21
- 东莞有机玻璃CO2激光切割机哪家好 2024-12-20
- 深圳大型CO2激光切割机批发 2024-12-20
- 福建非金属CO2激光切割机原理 2024-12-19
- 教育CO2激光切割机制造商 2024-12-19
- 湖南陶瓷CO2激光切割机市价 2024-12-18
- 非金属CO2激光切割机使用方法 2024-12-18
- 深圳CO2激光切割机型号 2024-12-18



- 深圳防爆膜CO2激光切割机哪家好 2024-12-16
- 湖南镂空CO2激光切割机生产厂家 2024-12-16
- 湖南CO2激光切割机参考价 2024-12-16
- 木板CO2激光切割机厂家直销 2024-12-15
- 福建大功率CO2激光切割机制造 2024-12-15
- 江苏CO2激光切割机制造 2024-12-15



- K12激光切割机型号 12-22
- 精密CO2激光切割机市场价格 12-22
- 深圳便携式激光雕刻机设备 12-21
- 辽宁CO2激光切割机批发 12-21
- 海南激光切割机哪家好 12-21
- 东莞智能CO2激光切割机使用方法 12-21
- 深圳大型激光雕刻机供应商 12-21
- 湖南大幅面CO2激光切割机供应商 12-21
- 辽宁激光雕刻机供应商 12-20
- 湖南非金属激光雕刻机厂家 12-20