- 品牌
- Good-Laser
- 型号
- 齐全
- 控制方式
- 数控,自动,手动
- 作用对象
- 玻璃,金属,铝,塑料
- 电流
- 交流,直流
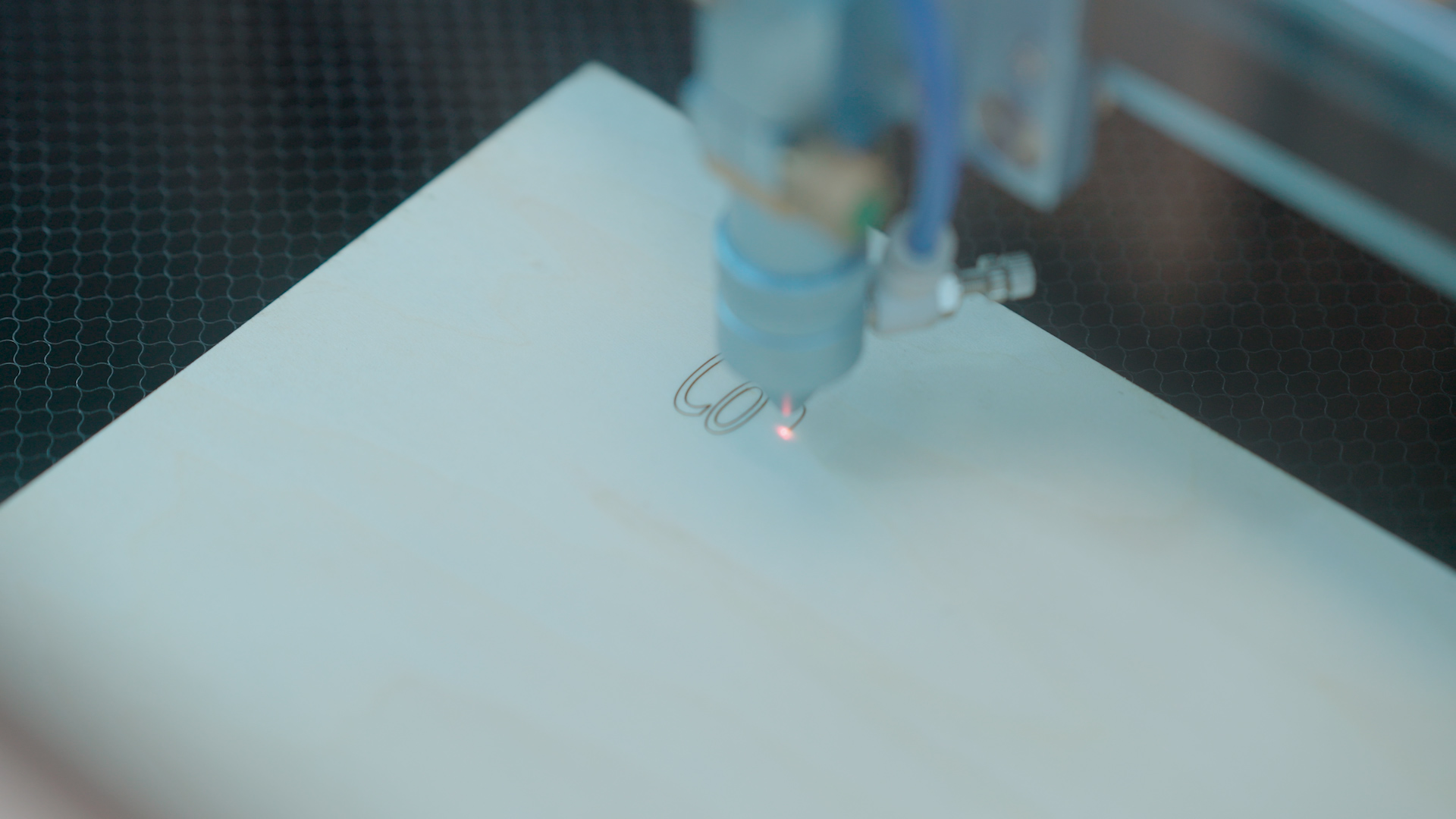
激光切割机主要由以下几个主要部分组成:运动系统:运动系统包括工件台和运动控制系统。工件台用于固定待切割工件,而运动控制系统控制激光切割机沿着预定路径进行运动,以实现切割形状的准确性。辅助气体系统:辅助气体系统通常由压缩空气或惰性气体供应。它以高速喷射的方式帮助清理切割区域产生的熔融物残留物,以保证切割质量。控制系统:控制系统是激光切割机的主要控制单元,用于控制激光切割机的各个部分协调工作。它通过处理和解释操作指令,实现激光功率、切割速度、加工路径等参数的控制。激光切割技术采用高能量密度的激光束,实现了对金属的瞬间熔化与蒸发,切割过程无需接触。恒好智能CO2激光切割机定制价格

脉冲穿孔:(Pulse drilling)采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。湖南大幅面CO2激光切割机制造商CO2激光切割机采用封闭式防护设计,确保了操作人员的安全。

激发CO2激光器的电源通常采用连续直流电源,通过变压器提升交流电压,经过高压整流和滤波处理,为激光管提供高压电。与其它分子激光器一样,CO2激光器工作原理其受激发射过程也较复杂。分子有三种不同的运动,即分子里电子的运动,其运动决定了分子的电子能态;二是分子里的原子振动,即分子里原子围绕其平衡位置不停地作周期性振动——并决定于分子的振动能态;三是分子转动,即分子为一整体在空间连续地旋转,分子的这种运动决定了分子的转动能态。分子运动极其复杂,因而能级也很复杂。
头一高切割压力区紧邻喷嘴出口,工件表面至喷嘴出口的距离约为0.5~1.5mm,切割压力Pc大而稳定,是目前工业生产中切割手扳常用的工艺参数。第二高切割压力区约为喷嘴出口的3~3.5mm,切割压力Pc也较大,同样可以取得好的效果,并有利于保护透镜,提高其使用寿命。曲线上的其他高切割压力区由于距喷嘴出口太远,与聚焦光束难以匹配而无法采用。综上所述,CO2激光器切割技术正在我国工业生产中得到越来越多的应用,国外正研究开发更高切割速度和更厚钢板的切割技术与装置。为了满足工业生产对质量和生产效率越来越高的要求,必须重视解决各种关键技术及执行质量标准,以使这一新技术在我国获得更普遍的应用。激光切割技术为电子CO2激光切割机制造提供了高精度加工手段。

二氧化碳激光器的发明时间是哪一年?二氧化碳激光器较早出现在20世纪60年代。二氧化碳激光器的发明历史,二氧化碳激光器是一种利用二氧化碳分子进行激光的设备。该激光器较早出现在20世纪60年代。当时,由于技术水平限制,激光输出功率非常低,应用范围也很有限。随着激光技术的不断发展和改进,二氧化碳激光器也得到了迅速的发展。80年代初期,二氧化碳激光器的激光输出功率已经能够达到几十瓦,被普遍地应用于切割、打孔、焊接等工业技术中。激光切割技术为医疗CO2激光切割机制造提供了高精度、高效率的加工手段。湖南非金属CO2激光切割机制造
CO2激光切割机的诞生,为传统机械加工带来了革新性变革,较大程度上提升了生产效率。恒好智能CO2激光切割机定制价格
具有普遍的适应性和灵活性,与其它常规加工方法相比,激光切割具有更大的适应性。首先,与其他热切割方法相比,同样作为热切割过程,别的方法不能象激光束那样作用于一个极小的区域,结果导致切口宽、热影响区大和明显的工件变形。激光能切割非金属,而其它热切割方法则不能。一般来说,激光切割质量可以由以下6个标准来衡量。1.切割表面粗糙度Rz;2.切口挂渣尺寸;3.切边垂直度和斜度u;4.切割边缘园角尺寸r;5.条纹后拖量n;6.平面度F。恒好智能CO2激光切割机定制价格

传感器是由传感元件和放大控制部分组成。根据传感元件的不同跟踪系统也完全不同,在此,主要有两种形式的跟踪系统,一种是电容式传感器跟踪系统,又称非接触式跟踪系统。另一种是电感式传感器跟踪系统,又称接触式跟踪系统。光束传输组件,外光路:折射反射镜,用于将激光导向所需要的方向。为使光束通路不发生故障,所有反射镜都要保护罩加以保护,并通入洁净的正压保护气体以保护镜片不受污染。一套性能良好的透镜会将一无发散角的光束聚焦成无限小的光斑。一般用5.0英寸焦距的透镜。7.5英寸透镜只用于>12mm厚材。CO2激光切割机在环保CO2激光切割机制造领域具有重要作用。精密CO2激光切割机市场价格二氧化碳切割机在工业制...
- 辽宁CO2激光切割机批发 2024-12-21
- 东莞智能CO2激光切割机使用方法 2024-12-21
- 湖南大幅面CO2激光切割机供应商 2024-12-21
- 东莞有机玻璃CO2激光切割机哪家好 2024-12-20
- 深圳大型CO2激光切割机批发 2024-12-20
- 福建非金属CO2激光切割机原理 2024-12-19
- 教育CO2激光切割机制造商 2024-12-19
- 湖南陶瓷CO2激光切割机市价 2024-12-18
- 非金属CO2激光切割机使用方法 2024-12-18
- 深圳CO2激光切割机型号 2024-12-18



- 深圳防爆膜CO2激光切割机哪家好 2024-12-16
- 湖南镂空CO2激光切割机生产厂家 2024-12-16
- 湖南CO2激光切割机参考价 2024-12-16
- 木板CO2激光切割机厂家直销 2024-12-15
- 福建大功率CO2激光切割机制造 2024-12-15
- 江苏CO2激光切割机制造 2024-12-15



- K12激光切割机型号 12-22
- 精密CO2激光切割机市场价格 12-22
- 深圳便携式激光雕刻机设备 12-21
- 辽宁CO2激光切割机批发 12-21
- 海南激光切割机哪家好 12-21
- 东莞智能CO2激光切割机使用方法 12-21
- 深圳大型激光雕刻机供应商 12-21
- 湖南大幅面CO2激光切割机供应商 12-21
- 辽宁激光雕刻机供应商 12-20
- 湖南非金属激光雕刻机厂家 12-20