- 品牌
- Good-Laser
- 型号
- 齐全
- 控制方式
- 数控,自动,手动
- 作用对象
- 玻璃,金属,铝,塑料
- 电流
- 交流,直流
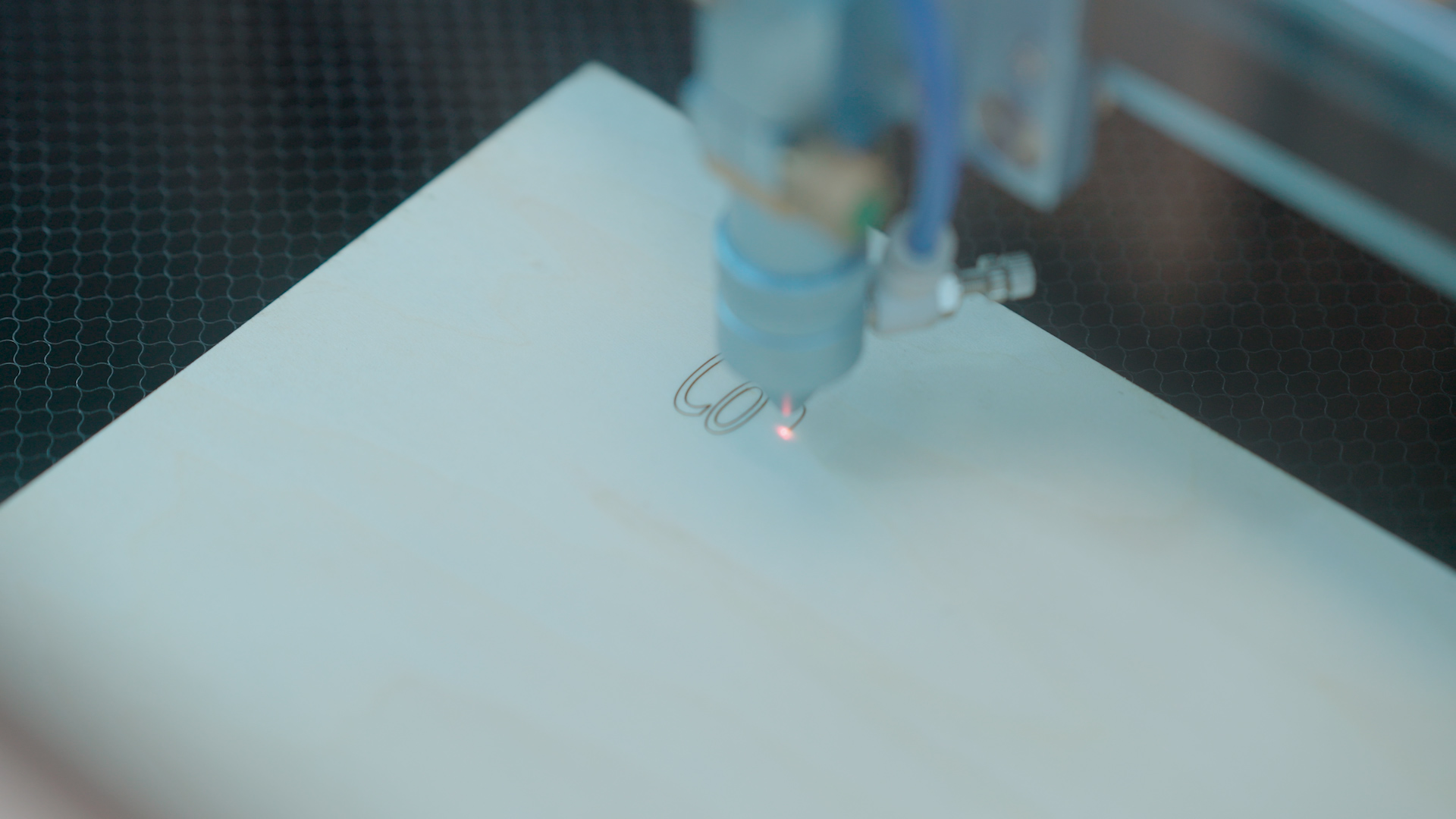
为了将陶瓷基板分为单独部分,可使用激光打标机刻划(打钻)一系列局部(未通)高公差孔洞。这些孔洞大约深入基板三分之一,生成后期破裂的优先断层线。使用其它技术,也可以在基板上加工通路、槽孔、确定形貌和精细图案。由于常用陶瓷具有吸收的特性,CO2 激光器已经成为激光器的选择。脉冲CO2 激光器光束的能量在陶瓷表面被吸收,因此产生局部加热、熔化和汽化。图2显现出氧化铝内0.0045英寸划线的顶视图,表明在使用相对较长脉冲期间(大约 75-300m,视厚度而定),在高斯光束能量分布图中的低能量边缘之下,因局部熔化造成的热影响区域(HAZ)。CO2激光切割机,作为现代工业制造的重要工具,将继续推动制造业的创新发展。东莞DIYCO2激光切割机批发价格

CO2激光切割机熔化切割的具体描述如下:(1)材料表面在激光束的照射下很快被加热到燃点温度,随之与氧气发生激烈的燃烧反应,放出大量热量。在此热量作用下,材料内部形成充满蒸汽的小孔,而小孔的周围为熔融的金属壁所包围。(2)显然,氧化熔化切割过程存在着两个热源,即激光照射能和氧与金属化学反应产生的热能。据估计,切割钢时,氧化反应放出的热量要占到切割所需全部能量的60%左右。很明显,与惰性气体比较,使用氧作辅助气体可获得较高的切割速度。福建k2CO2激光切割机厂家精选CO2激光切割机适用于各种金属材料的切割,如碳钢、不锈钢、铝等。

与CO2 激光器相比,光纤激光器展示出更佳的一致性和可靠性,可以加工更精细的形貌,包括破裂之后边缘质量提高三倍以上。图5进一步展示了可以达到的边缘质量,在此描述切割箭头形状产生的原边缘。重要的是,新工艺甚至可以达到采用CO2 激光器时无法实现的生产速度。在0.0150英寸厚的氧化铝基板上,划线速度每分钟超过1300英寸,大约是CO2 激光器的两倍(都深入30%);但机加工速度至少是平均值,在大多数情况下速度超过CO2 激光器。根据Synchron的情况,是由于采用移动控制系统而非激光器,才导致产量受限。
种效果较好。喷嘴设计及气流控制技术,激光切割(16张) 激光切割钢材时,氧气和聚焦的激光束是通过喷嘴射到被切材料处,从而形成一个气流束。对气流的基本要求是进入切口的气流量要大,速度要高,以便足够的氧化使切口材料充分进行放热反应;同时又有足够的动量将熔融材料喷射吹出。因此除光束的质量及其控制直接影响切割质量外,喷嘴的设计及气流的控制(如喷嘴压力、工件在气流中的位置等)也是十分重要的因素。目前激光切割用的喷嘴采用简单的结构,即一锥形孔带端部小圆孔(如图4)。通常用实验和误差方法进行设计。采用了先进的数控系统,操作简单,易于上手,让复杂的切割任务变得轻松。

一起来看看光纤激光切割机和CO2激光切割机的差别就知道了。激光技术在机械方面的应用已经有相当长的时间了,激光技术影响着我们的加工业,技术的发展和新老技术的更换,让光纤设备逐步成熟起来,并称为现在非常重要的激光加工设备,它的优势主要有几下几个方面。维护成本低,CO2激光切割机的维护成本较大,耗材耗件较多,对环境的要求较大,温度、湿度以及粉尘等敏感;光纤激光切割机基本属于免维护的设备,相对于二氧化碳设备来说能够在更为恶劣的环境中正常工作,对粉尘、温度湿度也都有较高的耐性。CO2激光切割机具有远程诊断功能,便于技术人员进行故障排查。湖南大型CO2激光切割机供应商
CO2激光切割机在船舶制造、轨道交通等领域具有重要作用。东莞DIYCO2激光切割机批发价格
产品特点:1、新增点动距离,可以让光头精确的移动到我们需要的位置。2、光路系统的反射镜片、聚焦镜片均采用全套进口激光镜片,这较大程度上的节省了激光在空气传播中的热损耗。3、采用三相步进电机及驱动系统,配备高精度直线导轨外加进口皮带传动系统;使电机、驱动、导轨完美结合,较大程度上的提高了机器的精确度和速度;4、业内先进的连续、快速曲线切割功能;普通机型 12m/min,先进机型 40m/min.15、控制系统集成高速切割和精度切割两种算法,适应于追求快速切割和精度切割的不同用户群。东莞DIYCO2激光切割机批发价格

传感器是由传感元件和放大控制部分组成。根据传感元件的不同跟踪系统也完全不同,在此,主要有两种形式的跟踪系统,一种是电容式传感器跟踪系统,又称非接触式跟踪系统。另一种是电感式传感器跟踪系统,又称接触式跟踪系统。光束传输组件,外光路:折射反射镜,用于将激光导向所需要的方向。为使光束通路不发生故障,所有反射镜都要保护罩加以保护,并通入洁净的正压保护气体以保护镜片不受污染。一套性能良好的透镜会将一无发散角的光束聚焦成无限小的光斑。一般用5.0英寸焦距的透镜。7.5英寸透镜只用于>12mm厚材。CO2激光切割机在环保CO2激光切割机制造领域具有重要作用。精密CO2激光切割机市场价格二氧化碳切割机在工业制...
- 辽宁CO2激光切割机批发 2024-12-21
- 东莞智能CO2激光切割机使用方法 2024-12-21
- 湖南大幅面CO2激光切割机供应商 2024-12-21
- 东莞有机玻璃CO2激光切割机哪家好 2024-12-20
- 深圳大型CO2激光切割机批发 2024-12-20
- 福建非金属CO2激光切割机原理 2024-12-19
- 教育CO2激光切割机制造商 2024-12-19
- 湖南陶瓷CO2激光切割机市价 2024-12-18
- 非金属CO2激光切割机使用方法 2024-12-18
- 深圳CO2激光切割机型号 2024-12-18


- 深圳防爆膜CO2激光切割机哪家好 2024-12-16
- 湖南镂空CO2激光切割机生产厂家 2024-12-16
- 湖南CO2激光切割机参考价 2024-12-16
- 木板CO2激光切割机厂家直销 2024-12-15
- 福建大功率CO2激光切割机制造 2024-12-15
- 江苏CO2激光切割机制造 2024-12-15




- 四川手持式激光雕刻机哪家好 12-22
- K12激光切割机型号 12-22
- 精密CO2激光切割机市场价格 12-22
- 深圳便携式激光雕刻机设备 12-21
- 辽宁CO2激光切割机批发 12-21
- 海南激光切割机哪家好 12-21
- 东莞智能CO2激光切割机使用方法 12-21
- 深圳大型激光雕刻机供应商 12-21
- 湖南大幅面CO2激光切割机供应商 12-21
- 辽宁激光雕刻机供应商 12-20