- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
据了解,“蓝钻1号”相当于一个足球场大小,养殖水体约16万立方米,集成了饲料投喂、自动监测等多项技术,通过自动化、智能化管控,平时只需3个人就可以承担200多吨海水鱼的养殖管理及海上看护等工作。全国水产技术推广总站副站长何建湘表示,近年来我国海水养殖业在重要水产生物基因组解析、新品种开发、绿色生态养殖模式和设施装备开发等领域取得明显进展。然而,在名特优新品种开发和区域养殖容纳量评估等方面仍需突破。本次会议围绕水产遗传育种、养殖与设施、饲料营养与疾病防控等主题,深入开展学术交流,将推动海水养殖领域的科技进步和绿色高质量发展。创新融资模式,降低工厂化养殖的门槛。河北大型工厂化水产养殖

内陆推广的一系列工厂化水产养殖系统(淡水),从一窝蜂的“池塘内循环”到“集装箱”再到“养殖桶”,血的教训不胜枚举。苗种方面,加州鲈育苗是成功的,小车间年纯收益过千万的已经实现。成鱼养殖,个别品种也能够在这些工厂化模式下盈利运行---但把它们放在外塘其实长的更好,管理也轻松,成本更低(反季节除外)。我自己的水产事业是从内陆网箱开始的。网箱养殖本质上就是“排除了水质问题的工厂化模式”,它是可以“规模化”、“可视化”、“精细化”平稳运行的。成功的关键不在“硬件”而在“以鱼为本”的“软件”。总之,工厂化养殖的问题本质上在于过分偏重“环境决定论”而严重忽视了应该“以鱼为本”的初衷。黑龙江智能工厂化水产养殖物联网丹麦的鲑鱼工厂化养殖,为我国提供了借鉴和学习的范例。

在工厂化循环水养虾系统中,养虾池的水经过微滤机、蛋白质分离器、生化处理池、紫外线杀菌、泵池充氧后又流回养虾池。水体中的无机物、有机物以及氨氮等有害物质经过物理、化学、生物的处理得以循环利用,实现对虾的高产、高质量、可持续养殖。随着各地减抗、限制尾水排放以及对地下水取用的限制等政策的实施,水产养殖行业更加关注可持续养殖。工厂化循环水养殖技术具有设施化、机械化水平高,节能环保、养殖高效等优点,格外受到重视。作为海鲜陆养的典型表示,工厂化循环水养殖南美白对虾具有巨大的发展前景。
病害因素,传统水产养殖存在着大量的病害侵扰。特别是区域性的网箱养殖。当一片水域被偶尔死亡的病鱼污染后,整片海域的水产养殖都面临着巨大的风险。另外南美白对虾养殖业近年来一直受EMS的困扰而始终无法走出泥潭。随着养殖规模的扩大、养殖种苗的退化、致病生物的基因多样化。传统水产养殖业在防治病害方面的问题日渐突出。而大量用药的结果不仅导致致病病毒基因突变更难应付,更会造成周边水环境的二次污染。更重要的时,在人们越来越重视食品安全的这里,高化学残留的水产品将会受到来自市场的强烈抵御。工厂化养殖可实现全年生产,保证了市场供应的稳定性。

掉苗,虾苗质量没问题,但是死亡率高有可能是以下几种原因造成的。首先,水质变化过快,虾苗不适应。说明调出来的水和苗场的水有一定差异,其中包含盐度、总硬度、总碱度、pH、矿物质等,建议苗场出具水质监测指标作为参考。或采取空池放苗,滴流补水的方式达到虾苗适应水质的目的;其次,操作速度过快。来苗入池后较好稳定两天,让其适应环境后再进行淡化或转料操作,建议放苗后前两天投喂苗场相同饲料,两天后再进行转料。如果死亡率超过10%,且每天都有掉苗的情况,极有可能是虾苗应激或中毒,其原因有水质与苗场差异过大、调水材料受到工业污染、设备头一次运转没有冲洗干净等。工厂化养殖助力渔业现代化,推动产业高质量发展。山东工厂化水产养殖过滤器
工厂化养殖为我国渔业转型提供了新方向,有利于实现可持续发展。河北大型工厂化水产养殖
我国工厂化循环水养殖起步于20世纪80年代中期。1986年前后,国内企业从德国、丹麦等国家引进一批循环水养殖系统,主要从事淡水罗非鱼、鳗鱼的工厂化养殖。然而,工厂化循环水养殖投入高,其经济性受到了严重质疑,加上技术上的不成熟,工厂化循环水养殖的发展一度进入了低谷。1990年初,国内开始进行工厂化循环水养殖相关的科学与技术研究,从早期摸索,到工艺、技术、装备的逐步研发与配套集成,较终实现产业化运行,这个过程花费了30年。河北大型工厂化水产养殖

循环水工厂化养殖模式展望,想要建立适用于我国现状的水产养殖模式,需要进行充分的调研,根据我国居民对水产品的需求及现阶段我国工厂化水产养殖水平,将现阶段循环水养殖水处理技术与工程化生态净化技术相结合,实现养殖过程中节水、零排放。同时采用科学先进的微生物净化技术,前期减少高昂的设备费用支出,缩短回报周期,让更多的养殖人员从目前的多浪费、多污染的流水养殖模式转变为零污染、少浪费的全封闭式循环水养殖模式,这不仅降低了生产成本而且有利于水产养殖业的绿色可持续发展。工厂化养殖要关注养殖水域的生态保护,实现绿色发展。陕西智能工厂化水产养殖系统当然,光靠新设备、新科技的“硬核力量”,并不能一劳永逸,主要还在于...
- 河南循环水工厂化水产养殖基地 2024-12-22
- 辽宁微生物工厂化水产养殖基地 2024-12-21
- 贵州高密度工厂化水产养殖物联网 2024-12-21
- 河南大棚内工厂化水产养殖方式 2024-12-21
- 深圳高密度工厂化水产养殖产值 2024-12-21
- 微生物工厂化水产养殖平台 2024-12-21
- 河南工厂化水产养殖规划 2024-12-20
- 浙江专业工厂化水产养殖方式 2024-12-20
- 深圳智能工厂化水产养殖方式 2024-12-18
- 湖南高密度工厂化水产养殖鱼池 2024-12-18


- 广西专业工厂化水产养殖技术 2024-12-16
- 天津陆基工厂化水产养殖方案 2024-12-16
- 四川高密度工厂化水产养殖设备 2024-12-16
- 安徽智能工厂化水产养殖 2024-12-15
- 安徽高密度工厂化水产养殖供应商 2024-12-15
- 福建工厂化水产养殖物联网 2024-12-15




- 陕西智能工厂化水产养殖系统 12-23
- 贵州现代化智慧农业产业服务平台解决方案 12-23
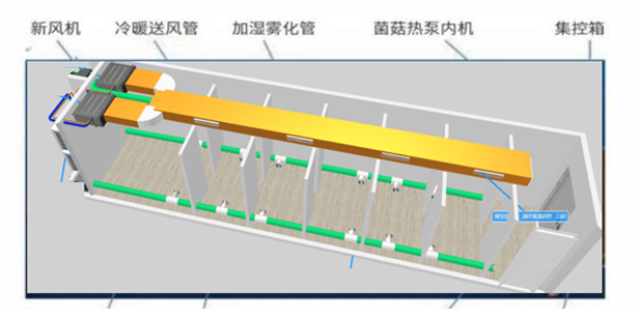
- 辽宁新款菌菇方舱供应商 12-22
- 江西鱼菜共生系统搭建 12-22
- 福建现代化智慧农业产业服务平台农产品 12-22
- 贵州智慧菌菇方舱按需定制 12-22
- 现代化智慧农业产业服务平台厂商 12-22
- 黑龙江鱼菜共生系统种植 12-22
- 陕西移动式菌菇方舱种植基地 12-22
- 河南循环水工厂化水产养殖基地 12-22