- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
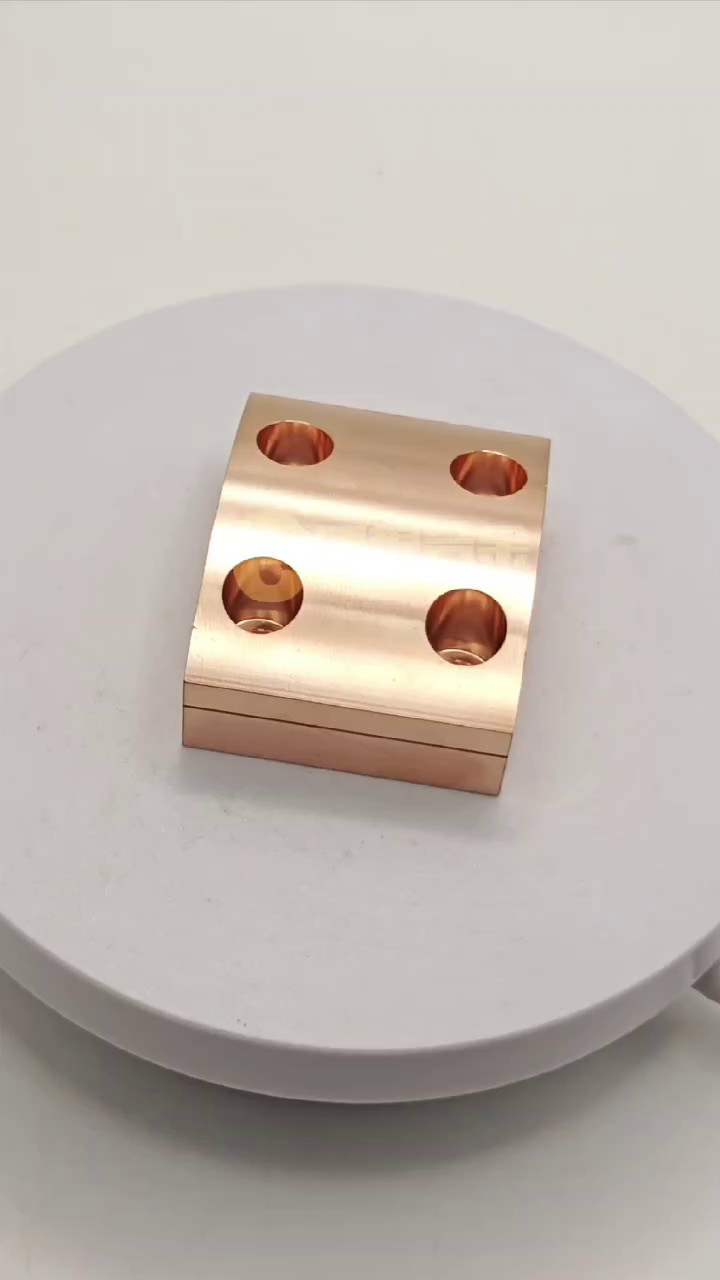
电阻焊电极的形状和尺寸需根据工件的形状、尺寸和焊接需求进行设计。常见的电极形状包括平头、球面、锥面等。电极尺寸则包括电极直径、长度和截面形状等。合理的电极形状和尺寸有助于提高焊接质量、降低焊接变形和节省材料。一、电阻焊电极的维护与保养为保证电阻焊电极的正常使用和延长其使用寿命,需定期对电极进行维护和保养。具体措施如下:清理电极表面:定期清理电极表面的氧化物、焊渣等杂质,保持电极表面的清洁和光滑,以提高导电性能和焊接质量。检查电极磨损情况:定期检查电极的磨损情况,如发现磨损严重或变形,应及时更换电极,避免影响焊接质量和生产效率。冷却与润滑:在焊接过程中,可对电极进行适当的冷却和润滑,以降低电极温度、减少磨损和提高使用寿命。电阻焊电极头的制作方法多样,包括导电银胶法、压铟法、镀膜法和点焊法等。湖南发展电阻焊电极设计
电阻焊电极
电阻焊电极的冷却系统对于保证设备的正常运行至关重要。如果电极温度过高,不仅会影响焊接质量,还会降低电极的使用寿命。因此,必须采取有效的冷却措施来降低电极温度,确保设备的稳定运行。总结电阻焊电极的冷却方式主要包括风冷和水冷两种,其中水冷式冷却效果更明显。在冷却过程中,需要注意选择合适的冷却介质、确保冷却系统的正常运行、定期检查冷却效果以及采取低温保护措施等。通过有效的冷却措施,可以确保电阻焊设备的稳定运行和电极的良好性能。湖南发展电阻焊电极设计电阻焊电极的设计理念是一个综合考量的过程,需要在材料选择、结构设计、表面处理、散热设计。

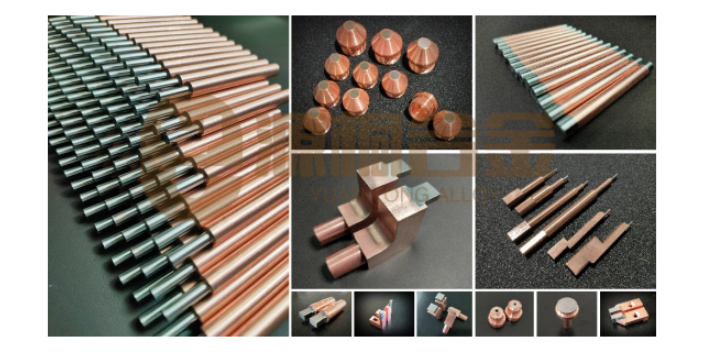
在电阻焊领域,电极的设计和焊接工艺的优化对于提高焊接质量和效率具有重要意义。电阻点焊机中的直电极因其结构简单、承载强度高、变形小等优点而得到广泛应用。然而,在某些特殊情况下,如焊件形状复杂或焊接位置难以接近时,直电极可能无法满足需求。此时,弯电极、帽式电极、盖式电极等特殊设计的电极便派上了用场。弯电极能够承受偏心力距,适应焊件形状的变化;帽式电极和盖式电极则通过将电极分为多个部分,使得损坏部分可以单独更换,降低了维修成本。此外,旋转头电极和插头电极等设计也使得焊接过程更加灵活多变,能够应对各种复杂的焊接需求。在焊接工艺方面,点焊、缝焊和对焊是电阻焊的三种常用方法。不同的焊接工艺适用于不同的焊件材料和结构。例如,点焊适用于薄板焊接;缝焊则主要用于焊接焊缝较为规则、要求密封的结构;对焊则适用于截面简单、直径或边长较小的焊件。通过优化焊接工艺和选择合适的电极设计,可以进一步提高焊接质量和效率。
电阻焊电极头的定义和作用电阻焊电极头是指在电阻焊接过程中,用于传递电流、产生热量、将两个工件连接在一起的部件。它是电阻焊接中重要的组成部分之一,其质量直接影响着焊接质量和效率。二、电阻焊电极头的分类1.按照形状分类(1)平面型:适用于平板或板条类工件。(2)凸面型:适用于较薄的圆形或椭圆形工件。(3)球形:适用于较厚的圆形或球形工件。2.按照材料分类(1)铜合金型:具有优异的导电性和导热性能,耐磨性好,寿命长。(2)钼合金型:具有高温强度和抗氧化性能,可用于高温环境下的焊接。(3)其他材料型:如钨铜合金、钛合金等。3.按照结构分类(1)单头式:只有一个端面可进行焊接。(2)双头式:两个端面均可进行焊接,提高了生产效率。电阻焊电极的工作原理基于电阻加热原理。

电阻焊电极的操作预压阶段:在通电之前,向焊件施加一定的预压力,使工件之间建立良好的接触与导电通路,保持电阻稳定。这一阶段有助于消除工件之间的间隙,提高焊接质量。焊接阶段:向焊件通电,电流通过电极流入工件接触面及邻近区域,产生电阻热将金属加热到熔化或塑性状态。在这一阶段,需要严格控制焊接电流、通电时间和电极压力等参数,以确保焊接质量。锻压阶段(冷却结晶阶段):当熔核达到合格的形状与尺寸后,切断焊接电流,并在电极力的作用下进行锻压。锻压过程有助于熔核在压力下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。维护与检查:定期检查电极的磨损情况,发现磨损严重或端部出现凹坑时应及时更换电极。定期检查气路、水路系统,确保无堵塞和泄露现象。定期对电极进行清理和保养,保持电极表面的光滑和清洁。电阻焊电极的设计原理和操作涉及多个方面,需要综合考虑导电性、导热性、承受压力与耐磨性、形状与尺寸以及电极接触区域等因素。通过合理的设计和操作,可以确保电阻焊电极的使用寿命和焊接质量。电阻焊电极头作为焊接过程中的关键部件,其设计直接关系到焊接质量的好坏。湖南发展电阻焊电极设计
电阻焊电极头广泛应用于金属、合金、塑料等多种材料的焊接中,无论是焊接薄板还是厚板,都能满足要求。湖南发展电阻焊电极设计
电阻焊电极的设计原理和操作主要涉及以下几个方面:电阻焊电极的设计原理导电与导热性能:电阻焊电极需要具有高导电性和高导热性,以便在焊接过程中有效地传递电流和散热,确保焊接过程稳定且焊点质量高。常见的电极材料包括铜合金、钨及其合金等,这些材料具有良好的导电和导热性能。承受压力与耐磨性:电极在焊接过程中需要承受电极压力,因此需要具有较高的硬度和耐磨性,以保证电极的使用寿命和焊接质量。对于一些特殊应用,如高频电阻焊,电极材料还需具备良好的抗飞溅和抗粘焊性能。形状与尺寸:电极的形状和尺寸应根据焊接工件的形状、尺寸和焊接工艺要求进行设计。例如,在凸焊中,电极的形状需要能够容纳凸点,确保焊接能量能够集中在凸点区域,形成高质量的熔核。电极接触区域:电极与工件的接触区域需要设计得合理,以确保电流能够均匀分布,并避免分流现象。接触区域的表面应光滑,无凹坑、裂纹等缺陷,以减少接触电阻和防止焊接缺陷的产生。湖南发展电阻焊电极设计

电阻焊电极钨铜的操作主要涉及准备工作、焊接过程以及后续处理等方面。以下是一个详细的操作步骤和注意事项:一、准备工作电极选择:选用纯钨极或钨合金极作为电极,确保电极的质量和高熔点特性,不可用钼极等其他材料替代。材料准备:选择纯铜或铜合金材料作为待焊接的工件,确保材料的纯度和质量。设备检查:检查电阻焊机的工作状态,确保设备处于良好运行状态。根据铜材的厚度和形状,设置适当的焊接参数,包括焊接电流、时间和压力。表面处理:使用砂轮或钢丝刷等工具清洁铜材表面,确保表面无氧化物、油脂和其他污垢,以提高焊接质量。如有需要,可采用机械抛光或酸洗处理等方法进一步处理铜材表面。工具准备:准备必要的辅助工具,如切割机...
- 日用电阻焊电极怎么收费 2024-12-29
- 广东特点电阻焊电极哪里买 2024-12-29
- 比较好的电阻焊电极直径 2024-12-28
- 国产电阻焊电极批发价 2024-12-28
- 实用电阻焊电极打磨 2024-12-28
- 什么电阻焊电极使用方法 2024-12-28
- 便宜的电阻焊电极工厂直销 2024-12-28
- 广东进口电阻焊电极批发价 2024-12-27
- 广东特色电阻焊电极故障维修 2024-12-27
- 比较好的电阻焊电极零售 2024-12-27




- 广东进口电阻焊电极销售价格 2024-12-26
- 广东本地附近电阻焊电极钨铜 2024-12-26
- 比较好的电阻焊电极哪里有卖的 2024-12-25
- 广东合金电阻焊电极厂家 2024-12-25
- 广东办公用电阻焊电极批发价 2024-12-25
- 好的电阻焊电极价格优惠 2024-12-25




- 广东特点电阻焊电极哪里买 12-29
- 比较好的电阻焊电极直径 12-28
- 广东什么是钨铜触头缺点 12-28
- 广东便宜的钨铜触头使用方法 12-28
- 国产电阻焊电极批发价 12-28
- 实用电阻焊电极打磨 12-28
- 浙江辅助镶钨电极推荐 12-28
- 什么电阻焊电极使用方法 12-28
- 便宜的电阻焊电极工厂直销 12-28
- 全自动钨铜触头直径 12-28