- 品牌
- Good-Laser
- 型号
- 齐全
- 控制方式
- 数控,自动,手动
- 作用对象
- 玻璃,金属,铝,塑料
- 电流
- 交流,直流
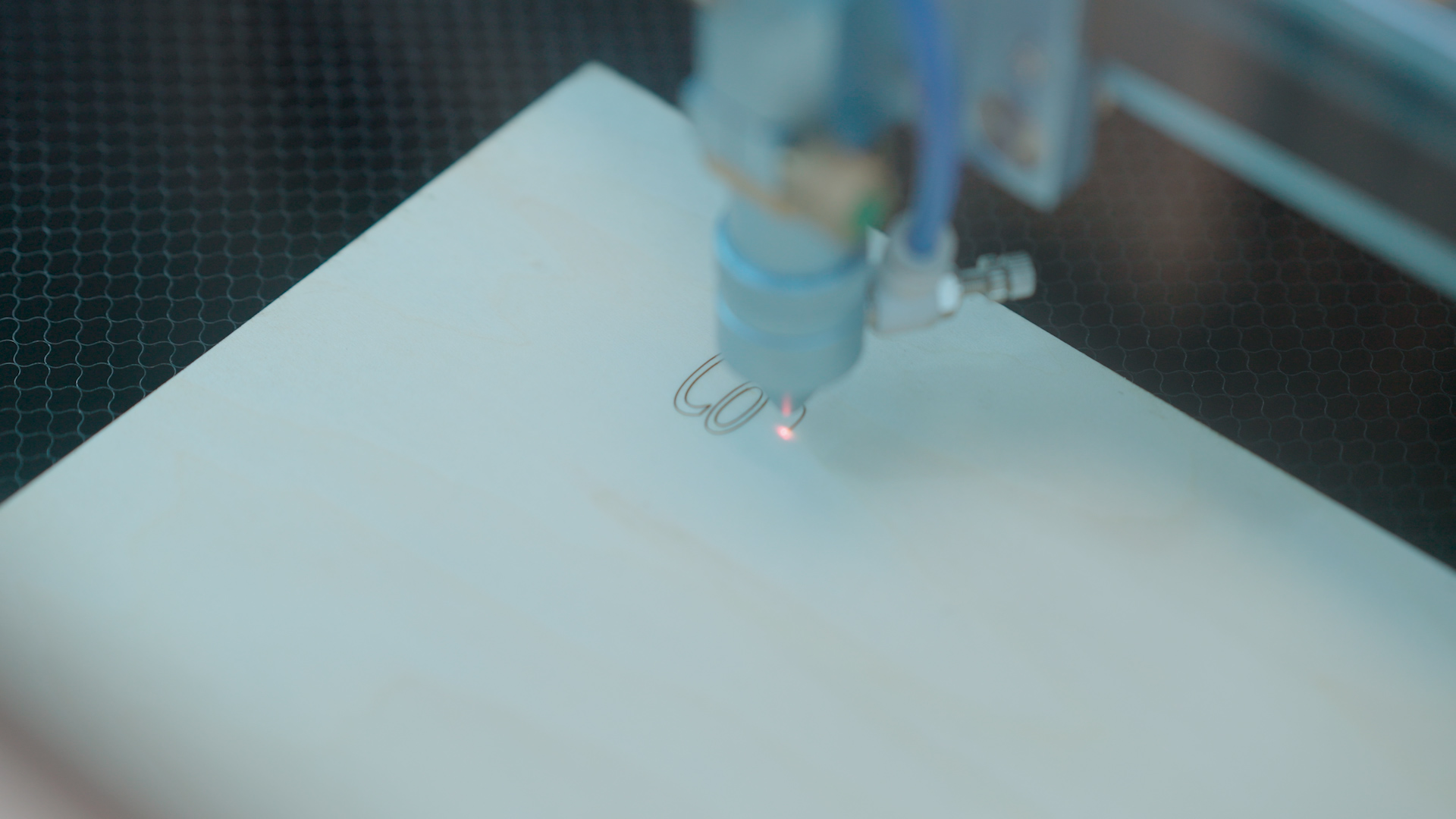
此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。在采用脉冲穿孔的情况下,为了获得高质量的切口,从工件静止时的脉冲穿孔到工件等速连续切割的过渡技术应以重视。从理论上讲通常可改变加速段的切割条件:如焦距、喷嘴位置、气体压力等,但实际上由于时间太短改变以上条件的可能性不大。在工业生产中主要采用改变激光平均功率的办法比较现实,具体方法有以下三种:(1)改变脉冲宽度;(2)改变脉冲频率;(3)同时改变脉冲宽度和频率。实际结果表明,第CO2激光器具有良好的稳定性,确保了切割过程的顺利进行,为产品质量保驾护航。湖南镂空CO2激光切割机原理

光纤激光切割机和CO2激光切割机的差别:1、加工成本低,CO2激光切割机的光电转化率要远低于光纤激光切割机,并且激光管是消耗产品,同等功率下,光纤设备能够而更好的利用激光创造价值,因此光纤的加工成本要更低一些,当然光纤设备的购买价格,要高于二氧化碳设备。2、技术好,CO2激光器的维护城北较高,因其功率以及光的使用率问题,它较光纤设备的加工速度更慢一些;在切割效果上来说,光纤激光切割机加工金属材料的速度更快、无毛刺,边缘光滑等,这些都是使用光纤设备有目共睹的,主要是激光的生成技术不同,加工效果也不同。k2CO2激光切割机CO2激光切割机采用进口导轨,确保了切割头的精确运动。

二氧化碳激光器的应用领域,如今,二氧化碳激光器已经成为医疗和美容领域中不可替代的重要设备之一。利用二氧化碳激光器进行手术医治,可以减少出血量和组织破坏,提高手术质量和效果。利用二氧化碳激光器进行皮肤美容,可以收缩毛孔、促进胶原蛋白再生,达到美化肌肤、延缓衰老的效果。此外,二氧化碳激光器还被普遍地应用于工业领域。它可以用于金属切割、焊接、打标等工艺,也可以用来切割、打孔各种非金属材料。由于其高效、精确的特点,二氧化碳激光器已经成为现代工业生产、制造的不可或缺的工具之一。
铝,尽管有高反射率和热传导性,厚度6mm以下的铝材可以切割,这取决于合金类型和激光器能力。当用氧切割时,切割表面粗糙而坚硬。用氮气时,切割表面平滑。纯铝因为其高纯非常难切割,只有在系统上安装有“反射吸收”装置的时候才能切割铝材。否则反射会毁坏光学组件。钛,钛板材用氩气和氮气作为加工气体来切割。其它参数可以参考镍铬钢。铜和黄铜,两种材料都具有高反射率和非常好的热传导性。厚度1mm以下的黄铜可以用氮气切割;厚度2mm以下的铜可以切割,加工气体必须用氧气。只有在系统上安装有“反射吸收”装置的时候才能切割铜和黄铜。否则反射会毁坏光学组件。CO2激光切割机具有智能防碰撞功能,确保了CO2激光切割机运行安全。

金属切割材料分析:结构钢:该材料用氧气切割时会得到较好的结果。当用氧气作为加工气体时,切割边缘会轻微氧化。对于厚度达4mm的板材,可以用氮气作为加工气体进行高压切割。这种情况下,切割边缘不会被氧化。厚度在10mm以上的板材,对激光器使用特殊极板并且在加工中给工件表面涂油可以得到较好的效果。不锈钢,切割不锈钢需要:使用氧气,在边缘氧化不要紧的情况下;使用氮气以得到无氧化无毛刺的边缘,就不需要再作处理了。在板材表面涂层油膜会得到更好的穿孔效果,而不降低加工质量。激光切割技术为我国制造业转型升级提供了有力支撑。北京小型CO2激光切割机
CO2激光切割机在环保CO2激光切割机制造领域具有重要作用。湖南镂空CO2激光切割机原理
大多数有机与无机材料都可以用激光切割。在工业制造系统占有份量很重的金属加工业,许多金属材料,不管它是什么样的硬度,都可以进行无变形切割。当然,对高反射率材料,如金、银、铜和铝合金,它们也是好的传热导体,因此激光切割很困难,甚至不能切割。激光切割无毛刺、皱折、精度高,优于等离子切割。对许多机电制造行业来说,由于微机程序控制的现代激光切割系统能方便切割不同形状与尺寸的工件,它往往比冲切、模压工艺更被优先选用;尽管它加工速度还慢于模冲,但它没有模具消耗,无须修理模具,还节约更换模具时间,从而节省了加工费用,降低了生产成本,所以从总体上考虑是更合算的。湖南镂空CO2激光切割机原理

传感器是由传感元件和放大控制部分组成。根据传感元件的不同跟踪系统也完全不同,在此,主要有两种形式的跟踪系统,一种是电容式传感器跟踪系统,又称非接触式跟踪系统。另一种是电感式传感器跟踪系统,又称接触式跟踪系统。光束传输组件,外光路:折射反射镜,用于将激光导向所需要的方向。为使光束通路不发生故障,所有反射镜都要保护罩加以保护,并通入洁净的正压保护气体以保护镜片不受污染。一套性能良好的透镜会将一无发散角的光束聚焦成无限小的光斑。一般用5.0英寸焦距的透镜。7.5英寸透镜只用于>12mm厚材。CO2激光切割机在环保CO2激光切割机制造领域具有重要作用。精密CO2激光切割机市场价格二氧化碳切割机在工业制...
- 辽宁CO2激光切割机批发 2024-12-21
- 东莞智能CO2激光切割机使用方法 2024-12-21
- 湖南大幅面CO2激光切割机供应商 2024-12-21
- 东莞有机玻璃CO2激光切割机哪家好 2024-12-20
- 深圳大型CO2激光切割机批发 2024-12-20
- 福建非金属CO2激光切割机原理 2024-12-19
- 教育CO2激光切割机制造商 2024-12-19
- 湖南陶瓷CO2激光切割机市价 2024-12-18
- 非金属CO2激光切割机使用方法 2024-12-18
- 深圳CO2激光切割机型号 2024-12-18



- 深圳防爆膜CO2激光切割机哪家好 2024-12-16
- 湖南镂空CO2激光切割机生产厂家 2024-12-16
- 湖南CO2激光切割机参考价 2024-12-16
- 木板CO2激光切割机厂家直销 2024-12-15
- 福建大功率CO2激光切割机制造 2024-12-15
- 江苏CO2激光切割机制造 2024-12-15




- 四川手持式激光雕刻机哪家好 12-22
- K12激光切割机型号 12-22
- 精密CO2激光切割机市场价格 12-22
- 深圳便携式激光雕刻机设备 12-21
- 辽宁CO2激光切割机批发 12-21
- 海南激光切割机哪家好 12-21
- 东莞智能CO2激光切割机使用方法 12-21
- 深圳大型激光雕刻机供应商 12-21
- 湖南大幅面CO2激光切割机供应商 12-21
- 辽宁激光雕刻机供应商 12-20