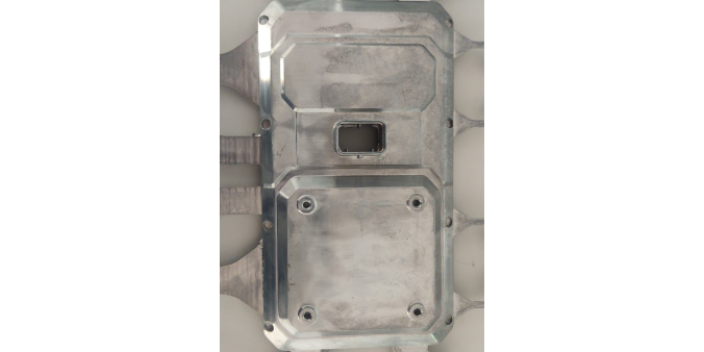
压铸铝合金缸体螺栓孔周边、水泵壳体附近的缩孔现象压铸生产后对缸体的主轴承螺栓孔和上下缸体螺栓孔区域进行剖切,发现预铸孔的底部有较大的气孔和缩孔(直径约ϕ1~5mm,或有长度超过10mm的细长缝隙),如图1中白圈所示。对压铸铝合金缸体的水泵壳体区域进行剖切,发现水泵壳体和缸体之间的连接处有很大的缩孔,缩孔的长部分超过20mm,如图2中白圈所示。3.2产生原因在压铸过程中铝液被压入并充满型腔后铝液开始凝固,由于模具表面的温度较低并且伴有水冷,铝液先从与模具接触的表面开始凝固,在**外面先形成一层硬壳,然后逐渐向内开始凝固。铝合金压铸的工艺你了解吗?杨浦区锌铝合金压铸后期处理

铝合金压铸优点产品质量好:铸件尺寸精度高,表面光洁度好,强度和硬度较度一般比砂型铸造提高25~30%,但延伸率降低约70%,尺寸稳定,互换性好。可压铸铝薄壁复杂的铸件,例如:当前锌合金压铸小壁厚可达0.3mm,铝合金压铸可达0.5mm。生产效率高:机器生产率高,例如国产JⅢ3型卧式冷空压铸铝机平均八小时可压铸铝600~700次,小型热室压铸铝机平均每八小时可压铸铝3000~7000次。经济效果优良:由于压铸铝件尺寸精确,表泛光洁等优点。一般不再进行机械加工而直接使用,或加工量很小,宝山区新能源铝合金压铸定做价格铝合金压铸可以去哪里购买?

1.产品质量好铸件尺寸精度高,一般相当于6~7级,甚至可达4级;表面光洁度好,一般相当于5~8级;强度和硬度较高,它的强度一般比砂型铸造提高25~30%,但延伸率降低约70%。2.生产效率高机器生产率高,例如国产JⅢ3型卧式冷室压铸机平均八小时可压铸600~700次。3.经济效果优良由于压铸件尺寸精确,表面光洁等优点。一般不再进行机械加工而直接使用,或加工量很小,所以既提高了金属利用率,又减少了大量的加工设备和工时;铸件价格便易;可以采用组合压铸以其他金属或非金属材料。
确定开发以磷酸一硫酸为基液的环保型化学抛光新技术,该技术要实现NOx的零排放且克服以往类似技术存在的质量缺陷。新技术的关键是在基液中添加一些具有特殊作用的化合物来替代硝酸。为此首先需要对铝的三酸化学抛光过程进行分析,尤其要重点研究硝酸的作用。硝酸在铝化学抛光中的主要作用是抑制点腐蚀,提高抛光亮度。结合在单纯磷酸一硫酸中的化学抛光试验,认为在磷酸一硫酸中添加的特殊物质应能够抑制点腐蚀、减缓全方面腐蚀,同时必须具有较好的整平和光亮效果上海松恒告诉您如何正确使用铝合金压铸?

铸模冷却:模具中的铝液在短时间内被迅速冷却成型,冷却时间与温度是影响工件质量的重要因素。(5)铝合金零件脱模:铸模冷却完成后,需要将铸模打开,将压铸成型的铝合金零件从模具中取出。(6)表面处理:取出铝合金零件后需要进行修整、精加工、喷漆或喷涂等一系列表面处理,以满足零件的外观和表面质量要求。二、流程铝合金压铸工艺的流程包括设计模具、制作模具、装备模具、调整参数、铸造、清理、检验等步骤。下面就这些步骤将详细说明。(1)设计模具:铝合金压铸工艺要求制成的铸件形状与尺寸符合工业标准(GB/T1804-2000),故设计模具是第一步。设计模具应以实际需求为基础,注重设计完整、结构简洁,确保该模具能实现正确精确的铸造。铝合金压铸,有哪些好处值得选择?松江区环保铝合金压铸后期处理
有哪些领域需要使用铝合金压铸?杨浦区锌铝合金压铸后期处理
压铸是指在高压作用下,使液态或半液态金属以较高的速度充填压铸模具型腔,并在压力下成型和凝固而获得铸件的方法,是铸造工艺中应用广、发展速度快的金属热加工成形工艺方法之一,在有色金属铸造中占据主导地位,发展前景好。压铸作为面向多行业的通用成型工艺,具有以下特点:1.设备通用性强,产品面向多个行业。2.压铸产品的基材,性能良好。3.有竞争优势的压铸企业可成为直接面向多个客户的专业化零部件供应商。目前工业就用的压铸铝合金主要有以下几个系列:AL—SI、AL—MG。杨浦区锌铝合金压铸后期处理
铝合金压铸生产结构正确合理的铝合金压铸模具是铝合金压铸生产能否顺利进行的先决条件,并在保证铸件质量方...
【详情】铸铝合金的密度小于模具铁和模具钢,并且高于强度。因此,铝合金铸件在相同条件下使用铝合金铸件,可***应...
【详情】铝合金具有良好的铸造性能。铝合金压铸件由于熔点较低(纯铝熔点为660.230C,铝合金的浇注温度一般...
【详情】压铸是指在高压作用下,使液态或半液态金属以较高的速度充填压铸模具型腔,并在压力下成型和凝固而获得铸件...
【详情】在模具制造过程中容易产生内应力,而内应力对模具使用寿命有很大影响。因此,在制造加工模具过程中应尽量避...
【详情】铝合金压铸的主要制作材料是合金和铝,制作出来的铝合金压铸具有很好的光泽度,铝合金压铸厂在压铸件成型以...
【详情】铝合金压铸产品因其优异的材料性能、成型方便和轻量化等特点,成为国民经济中多个行业的基础零部件。目前铝...
【详情】铝及其合金在中性体系中阳极氧化沉积形成类陶瓷非晶态复合转化膜的工艺、性能、形貌、成分和结构,初步探讨...
【详情】以上是铝合金压铸熔炼注意事项方面的一些具体要点。需要注意的是,在实际操作中,必须坚持不断学习和改进,...
【详情】铸造铝合金的密度比铸铁和铸钢小,而比强度则较高。因此在承受同样载荷条件下采用铝合金铸件,可以减轻结构...
【详情】压铸工业中开发及创新的一些高新技术,大多都围绕汽车工业的高新要求而展开,包括动力、传动、转向、车体、...
【详情】产生原因铝合金缸体压铸时由于液态金属充填型腔速度高,模具型腔内的气体不易排出,容易残留在铝液中,铝液...
【详情】