- 品牌
- 欧宇
- 型号
- 齐全
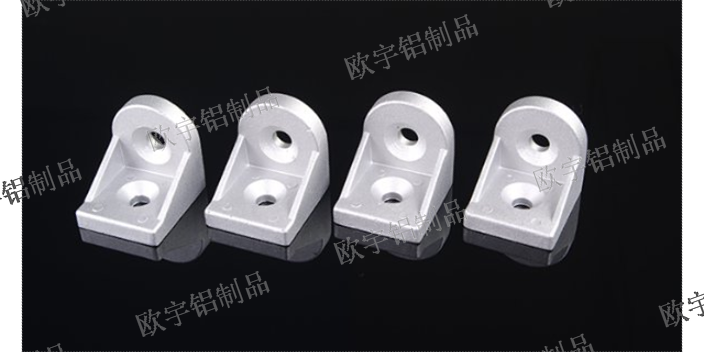
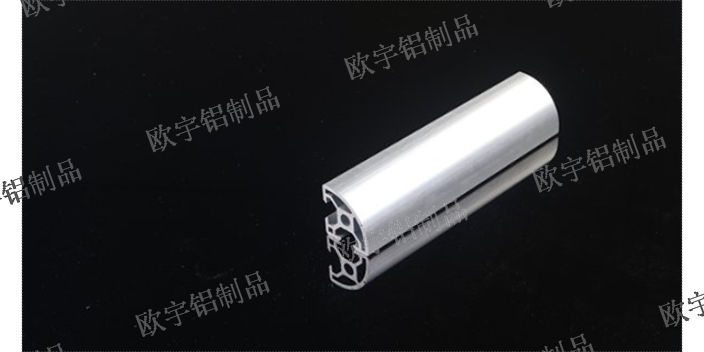
- 类型
- 工业型材
在加工表面粗糙度不同的表面时,粗糙度小的表面选用小的进给速度,粗糙度大的表面选用大些的进给速度,可变性很好,这点在普通车床上很难做到;轮廓形状复杂的零件,任意平面曲线都可以用直线或圆弧来逼近,CNC精密加工具有圆弧插补功能,可以加工各种复杂轮廓的零件,CNC精密加工的使用好坏需要操作者的精心使用。CNC精密机械加工主要有精车、精镗、精铣、精磨和研磨等工艺:(1)精车和精镗:飞行器中大多数精密的轻合金(铝或镁合金等)零件多采用这种方法加工,一般用天然单晶金刚石刀具,刀刃圆弧半径小于0.1微米,在高精度车床上加工可获得1微米的精度和平均高度差小于0.2微米的表面不平度,坐标精度可达±2微米。铝制品,就选上海欧宇铝制品有限公司,用户的信赖之选,欢迎您的来电哦!贵州硅酸铝制品定制

应注意材料的密度在进行精密机械零部件加工前一定要注意材料的密度,如果密度过大,相当于硬度也很大,但硬度超过车床车刀的硬度,就无法进行加工的,不会损坏的车床车刀,还会造成车刀断飞等危险。精密机械零部件加工对材料质量是有一定要求的,并不是任何材料都适合的,如若材料太软则没有进行精密机械加工的必要,如若材料太硬那车床车刀则无法进行加工。总之在进行精密机械零部件加工时,加工材料硬度要低于车床车刀的硬度才能进行精密机械加工。上海硅酸铝制品定制铝制品,就选上海欧宇铝制品有限公司,用户的信赖之选,有需要可以联系我司哦!

精密零件在实际应用中必然是精度越高,越精致就越能体现加工水平和质量,同时这类产品也越受消费着喜爱,一般来说在加工数控加工有着不可比拟的优势与特点,我们精密零部件加工中心深圳诺铂智造的工作人员,会根据客户的要求,来选择加工的方法,或者根据产品,来进行决定,精密零件加工也是一样,那么精密零件加工的几种方式分为哪几种?精密零件加工工艺流程有车、铣、刨、磨、钳、冲压、铸造等方式冲压:冲压采用预先制作好的模具用冲床进行冷冲加工,主要进行钣金加工,即加工的素材大多部分都是板材,加工的效率比较高适合大批量生产
光伏配件以确认组件能够承受高温高湿之后随之的负温度影响,以及对于温度重复变化时引起的疲劳和热失效,另外确定光伏组件曝露在高湿度下而产生的热应力及能够抵抗湿气长期渗透之能力,其试验设备设计与能力需满足IEC61215、IEC61646的相关温湿度变化曲线的要求。光伏组件(太阳能电池板)的设计使用年限大约是20~30年,而可靠性中的热性能试验为模拟地面用光伏组件的设计验证,让组件能够在一般气候下长期操作20年以上。上海欧宇是以机械加工、五金加工,线切割,电火花,加工中心等机器进行生产加工的企业。以滑轮,铝盘铝轴铝箍等产品、弯管模具,工装夹具及非标紧固件,光伏配件、铜、铁、铝件的精加工,非标设备等产品专业深加工的企业。产品适用于用于五金机械行业,机器配件,工程机械,食品机器等等。可根据客户需求定制。在选材上层层把关,在质量上,在包装上朴实无华。上海欧宇拥有完整、科学的质量管理体系。以及先进的设备资源,对产品拥有质量保证和技术要求。上海欧宇的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临上海欧宇参观、指导和业务洽谈。合作双赢,共创美好未来。上海欧宇铝制品有限公司是一家专业提供铝制品的公司,有需求可以来电!
光伏组件回收的背景光伏组件中的硅、银、铜、铝等有价值的资源,大部分都能够通过回收实现循环再利用,可节约资源,减少对原生资源开采并降低资源提炼的耗能,从而减轻生态环境影响及破坏。因此,光伏组件的回收与无害化处理是当前国际国内产业界和环境界十分关注的问题。2014年初,报废电子电气设备(WEEE)指令修订版在欧盟正式生效,其中次将光伏组件纳入指令范围,规定报废的光伏组件和家用电器作为一类产品需要进行强制回收处理。上海欧宇是以机械加工、五金加工,线切割,电火花,加工中心等机器进行生产加工的企业。以滑轮,铝盘铝轴铝箍等产品、弯管模具,工装夹具及非标紧固件,光伏配件、铜、铁、铝件的精加工,非标设备等产品专业深加工的企业。产品适用于用于五金机械行业,机器配件,工程机械,食品机器等等。可根据客户需求定制。在选材上层层把关,在质量上,在包装上朴实无华。上海欧宇拥有完整、科学的质量管理体系。以及先进的设备资源,对产品拥有质量保证和技术要求。上海欧宇的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临上海欧宇参观、指导和业务洽谈。合作双赢。上海欧宇铝制品有限公司致力于提供铝制品,有需求可以来电!海南焊接铝制品加工
上海欧宇铝制品有限公司为您提供铝制品。贵州硅酸铝制品定制
精铣:用于加工形状复杂的铝或铍合金结构件,依靠机床的导轨和主轴的精度来获得较高的相互位置精度,使用经仔细研磨的金刚石刀头进行高速铣切可获得精确的镜面.精磨:用于加工轴或孔类零件。这类零件多数采用淬硬钢,有很高的硬度,大多数高精度磨床主轴采用静压或动压液体轴承,以保证高稳定度。磨削的极限精度除受机床主轴和床身刚度的影响外,还与砂轮的选择和平衡、工件中心孔的加工精度等因素有关,精磨可获得1微米的尺寸精度和0.5微米的不圆度.研磨:利用配合件互研的原理对被加工表面上不规则的凸起部位进行选择加工,磨粒直径、切削力和切削热均可精确控制,因而是精密加工技术中获得精度的加工方法。飞行器的精密伺服部件中的液压或气动配合件、动压陀螺马达的轴承零件都采用这种方法加工,以达到0.1甚至0.01微米的精度和0.005微米的微观不平度。贵州硅酸铝制品定制