拉伸弹簧设计的关键要素:1、所需具备的拉力,也就是能够负荷的重量,由此来决定拉簧的材质和线径和可调长度。2、空间范围,知道了空间范围,就可以决定拉簧的外径,自由长和圈数。拉伸弹簧的作用,拉伸弹簧主要用于日用五金配件。屋子里的灯具、热水器、电子秤、插座等都涉及到拉伸弹簧的使用。拉伸弹簧在电子电器行业中也占有一席之地如吸尘器、洗衣机、电视机、照相机等。工艺设计的配件中也包含一些拉伸弹簧的使用如玩具、手袋、皮具等小工艺品。在工业和汽车领域都有应用如矿山机械、工程机械等各种机械。弹簧的拉力虽然很小但作用力还是挺大的,对一些仪器可以起到减震的作用从而保护仪器。拉伸弹簧对使用环境的要求不高因而使用范围较广,在耐腐蚀、高低温的环境中都可以工作。 弹簧定做就选玖胜五金弹簧,工程团队一站式为您服务。广东耐疲劳拉力弹簧工厂

电镀镍的特点、性能、用途:1、电镀镍层在空气中的稳定性很高,由于金属镍具有很强的钝化能力,在表面能迅速生成一层极薄的钝化膜,能抵抗大气、碱和某些酸的腐蚀。2、电镀镍结晶极其细小,并且具有优良的抛光性能。经抛光的镍镀层可得到镜面般的光泽外表,同时在大气中可长期保持其光泽。所以,电镀层常用于装饰。3、在电镀中,由于电镀镍具有很多优异性能,其加工量仅次于电镀锌而居第二位,其消耗量占到镍总产量的10%左右。4、镍镀层的硬度比较高,可以提高制品表面的耐磨性,在印刷工业中常用镀镍层来提高铅表面的硬度。由于金属镍具有较高的化学稳定性,有些化工设备也常用较厚的镇镀层,以防止被介质腐蚀。镀镍层还广泛的应用在功能性方面,如修复被磨损、被腐蚀的零件,采用刷镀技术进行局部电镀。采用电铸工艺,用来制造印刷行业的电铸版、唱片模以及其它模具。厚的镀镍层具有良好的耐磨性,可作为耐磨镀层。尤其是近几年来发展了复合电镀,可沉积出夹有耐磨微粒的复合镍镀层,其硬度和耐磨性比镀镍层更高。若以石墨或氟化石墨作为分散微粒,则获得的镍-石墨或镍-氟化石墨复合镀层就具有很好的自润滑性,可用作为润滑镀层。 东莞拉伸弹簧供应商在我们使用弹簧的过程中要注重弹簧的保养,防止其出现腐蚀等现象,这样才能保障弹簧使用的更加长久。
拉伸弹簧可能会因外部的条件而发生质上的改变:1、拉伸弹簧簧的磨损:磨损分为:磨料、疲劳和腐蚀磨损断裂。2、脆性断裂:弹簧断裂中绝大部属于脆性断裂。只有当工作温度较高时,才有可能出现塑性断裂。在工程上把疲劳断裂、应力腐蚀断裂及氢脆断裂等称为脆性断裂。3、拉伸弹簧疲劳断裂:弹簧在循环载荷作用下的断裂。4、氢脆、镉脆、黑脆:由于弹簧材料中有杂质含量过高引起的脆断。5、腐蚀疲劳断裂:拉伸弹簧在循环载荷和腐蚀介质共同作用下发生的断裂。6、应力腐蚀断裂:在拉应力和腐蚀介质共同作用下引起拉伸弹簧断裂现象。
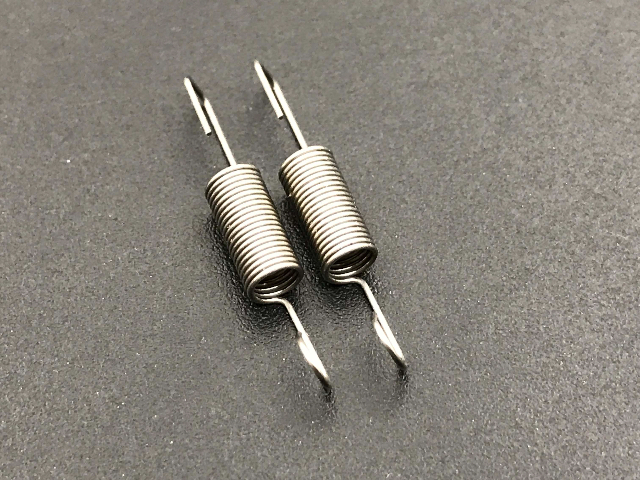
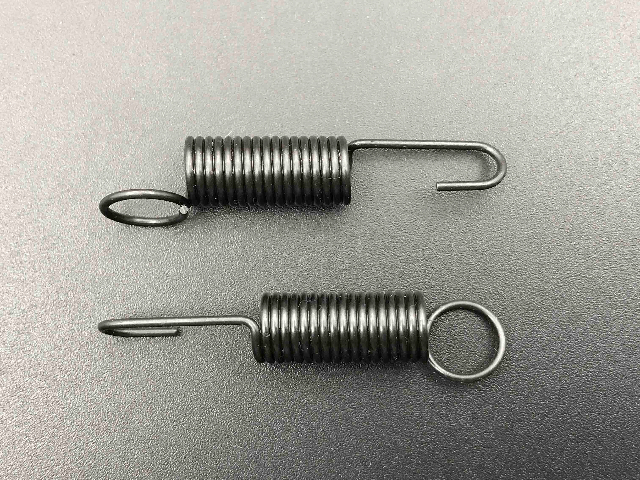
拉伸弹簧与其它弹簧的区别在于,拉伸弹簧有许多有效匝,两端有不同形状的“钩”。两端的“挂钩”用于承受不同形状和角度的载荷。此外,还有一些其他复杂的样式,如调整弹簧长度等。拉伸弹簧的有效圈数是紧密的,并且在一起,这保证了拉伸力并且存储了尽可能多的能量。螺旋拉伸弹簧由螺旋部分和钩环部分组成。在生产中应用拉伸弹簧的方法有圆钩环、偏心钩环、长圆钩环、锥形钩环、钩环与螺纹结合等。各种钩环形式适用于不同场合的使用要求,在设计和加工中根据不同要求生产不同的钩环。拉簧钩环既要保证和满足装配要求,又要考虑钩环的支承应力,工作环与钩环过渡处的应力比较集中,使用时容易折断。因此,在加工钩环时应尽量增大过渡段的曲率半径,减少应力集中现象。 东莞弹簧定制厂家,您定我制 20年多年的弹簧定制生产经验。
弹簧各部分名称及尺寸关系:(1)弹簧丝直径d:制造弹簧的钢丝直径。(2)弹簧外径D:弹簧的大外径。(3)弹簧内径D1:弹簧的小外径。(4)弹簧中径D2:弹簧的平均直径。它们的计算公式为:D2=(D+D1)÷2=D1+d=D-d(5)t:除支撑圈外,弹簧相邻两圈对应点在中径上的轴向距离成为节距,用t表示。(6)有效圈数n:弹簧能保持相同节距的圈数。(7)支撑圈数n2:为了使弹簧在工作时受力均匀,保证轴线垂直端面、制造时,常将弹簧两端并紧。并紧的圈数起支撑作用,称为支撑圈。一般有1.5T、2T、2.5T,常用的是2T。(8)总圈数n1:有效圈数与支撑圈的和。即n1=n+n2.(9)自由高H0:弹簧在未受外力作用下的高度。由下式计算:H0=nt+(n2-0.5)d=nt+1.5d(n2=2时)(10)弹簧展开长度L:绕制弹簧时所需钢丝的长度。L≈n1(ЛD2)2+n2(压簧)L=ЛD2n+钩部展开长度(拉簧)(11)螺旋方向:有左右旋之分,常用右旋,图纸没注明的一般用右旋。玖胜弹簧生产厂家,20年的定制经验,值得信赖。东莞拉伸弹簧供应商
玖胜品牌凭借其专业的技术团队和先进的生产设备,打造出拉伸弹簧产品。广东耐疲劳拉力弹簧工厂
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。 广东耐疲劳拉力弹簧工厂