工艺方法概述数控钢筋弯曲机是对高层建筑、公路、高速铁路、大桥等混凝土结构中的主要骨架钢筋进行弯曲加工的高性能产品,特别是对钢筋的批量生产。比较大加工直径为φ32mm。**度钢筋,具有两个头部,可在特定轨道上自由移动和弯曲,能够同时向两个方向弯曲。在设计上,力求提高人机的亲和力,满足各级人员的操作和使用。同时,加工精度高,效率高,满足工程进度要求。与普通折弯机相比,每班工人可替代10名操作人员的加工能力。它可以给项目带来实实在在的好处。目前,它已在中国的高速铁路、公路和大型钢铁加工厂投入使用。工艺原理数控自动钢筋弯曲机由两部分组成:数控钢筋剪切生产线和双向移动斜角钢筋弯曲中心。数控剪棒生产线由设备结构和气动系统组成。设备结构由出料架和进料架组成。剪切主机、出料架、移动储料架组成,气动系统出料,剪切主机顶托辊及压紧装置,升降架上下移动,挡板定位,挡板转动等。压缩空气作为动力源。各部分工作压力可单独控制。操作员通过触摸屏编辑所需钢筋的长度。系统在编辑下发命令后,根据指定的尺寸,对电机进行脉冲行走控制。上下弯曲,自动完成钢材加工。工艺方法特点1可加工钢筋种类繁多,直径从6~32mm不等,适用范围广。LSW32B立式弯曲中心Φ32螺纹钢筋正、反弯曲,满足更多客户需要。陕西本地数控钢筋弯曲中心的案例
因使用操作不规范进行造成设备过早报废的情况仍是屡见不鲜。为规范数控弯曲中心的使用,避免不必要的经济损失,下面就由我司专业技术人员来为大家详细总结下该设备的科学操作规程。数控弯曲中心开机前首先要观察设备的各部分外观是否正常,紧固螺栓是否松动,机头牵引链条是否胀紧等◎通电开机数控弯曲中心开机前首先要观察设备的各部分外观是否正常,紧固螺栓是否松动,机头牵引链条是否胀紧等;打开空压机储气罐和设备储气罐的排水阀,检查灌内积水是否排空;接通设备电源开关,操作台上的“电源指示”灯点亮,旋转操作台上的“钥匙开关”,给设备加电,启动空压机使设备储气罐中的空气压力达到~,检查设备上连接的气管是否有漏气的地方。◎手动试机进入触摸屏“手动画面”,测试左右机头移动和弯曲轴上弯下弯伸缩是否正常,测试左右机头极限限位和原点限位是否可靠,测试数控弯曲中心机头加紧是否牢固。◎参数设置根据生产钢筋的直径和要加工的图形,检查设置数控弯曲中心“参数设定画面”中的数据,数控弯曲中心,选择是否“自动挡料”和“自动卸料”。◎生产设置将需要加工的钢筋吊至链床上,选择安装好配套模具;在“生产画面”中设好钢筋长度,计划生产根数。陕西本地数控钢筋弯曲中心的案例解决同类立式弯曲中心产品存在的上料、取料费事、费时、人工量等问题;

教你如何选一台真正合格的数控钢筋弯曲中心1、从结构来说,要看设备整体机架选用的型材是否是国标型材,是否厚重扎实,整机机架是否是整体式焊接,一体化成型,整体式焊接的机械强度和稳定性要优于螺丝连接的结构。厚重的机械结构能够保证弯曲中心在长期使用当中,不变形,这个也是保证设备加工精度的重要因素;2、要看一下弯曲中心机头的行走导轨是否扎实、整体平面度和直线度良好。选用国标350X350H型材,材料Q355材质配上间距均匀的T20板厚的加强筋,在增加机头与导轨平面接触,保证机头行走的稳定性,从而保证了行走精度合输出扭矩要大于比较大钢筋屈服强度的4-5倍,这样才能长期应对大钢筋的加工,4.弯曲中心的弯曲模具与弯曲轴套是否采用特殊钢材制作,使用特殊钢材制作,进行热处理,才能耐磨性高,使用寿命才能够长久。3、弯曲中心弯曲精度要看一下弯曲中心机头是否是伺服电机驱动,伺服电机控制弯曲角度优于普通电机配编码器的结构,伺服电机有精度高,输出扭矩恒定,实现无极调速的特点,还有在复杂环境下抗干扰能力强的特点。4、一**曲中心是否可以长期应对直径较粗大钢筋的加工,这**曲中心应具备以下特点:1.弯曲机头机械结构扎实。
产品详细介绍数控弯曲中心强化数控弯曲中心连接接头质量控制的建议,赶紧get!随着数控弯曲中心的***普及和应用,钢筋机械连接技术在工程施工中也得以越来越普遍的应用,但是在实际应用中存在的一些常见质量问题却依旧未引起施工现场建设各方的重视。为避免数控弯曲中心操作质量上的问题频繁发生,保障机械连接的质量,我司现就数控钢筋弯曲中心连接施工中的质量控制谈一下个人的观点,*供参考。数控弯曲中心接头的操作工人应经专业技术人员合格方可上岗,人员应相对稳定◆施工单位应加强对操作工人的岗前培训及技术交底工作数控弯曲中心接头的操作工人应经专业技术人员合格方可上岗,人员应相对稳定。同时在施工操作前,数控立式钢筋弯曲中心,应对工人进行技术交底,保障每个操作人员熟知其操作流程、技术要求、质量控制要点及常见的质量通病控制措施。当现场操作人员不是很熟悉工艺标准时,应制作工艺试件检测合格后方可组织实体施工熟练掌握操作规程,轻松提高数控弯曲中心工作效率!除制造质量外,要科学的使用、精心的维护以及适时的维修,都是维持数控弯曲中心良好运转状态,延长机械使用寿命,提高生产经济效益的有效途径。然而,数控弯曲中心实际的运用情况来看。马蹄筋成型轮设计,马蹄筋**短边可达到360mm;单机头弯曲可以达到**短距离170mm。

2、试样的平行长度应足够长,以满足对伸长率测定的要求。3、当测定断后伸长率(A)时,试样应根据GB/T。4、当通过手工方法测定*大力Fm总延伸率(Ag,)时,等分格标记应标在试样的平行长度上,根据钢筋产品的直径,等分格标记间的距离应为10mm,根据需要也可采用5mm或20mm。二、试验设备的选择:1、钢筋弯曲试验机,钢筋弯曲试验机根据国标来校验和校准,至少达到1级。2、弯曲试验也可通过使用带有两个支辊和一个弯芯的试验装置。3、用于测定*大力,总延伸率的引申计应至少有100mm的标距长度。三、试验程序:1、除非另有规定,弯曲试验应在10℃~35℃的温度下进行。注:对于低温下的试验,如果协议没有规定试验条件,应采用士2℃的温度偏差。试样应浸人冷却介质中,并保持足够的时间,以确保试样的整体达到了规定的温度(例如,对于液体介质至少保温10min,对于气体介质至少保温30min)。弯曲试验应在试样从介质中移出55内开始进行,移动试样应确保试样的温度在允许的温度范围内。2、试样应在弯芯上弯曲。3、弯曲角度(T)和弯芯直径(D)应符合相关产品标准规定。四、试验结果的判定:弯曲试验应根据相关产品标准的规定进行判定。当产品标准没有规定时,若弯曲试样无目视可见的裂纹。创新马蹄筋成型轮设计,马蹄筋**短边可达到390mm。浙江流水线加工的数控钢筋弯曲中心生产厂家
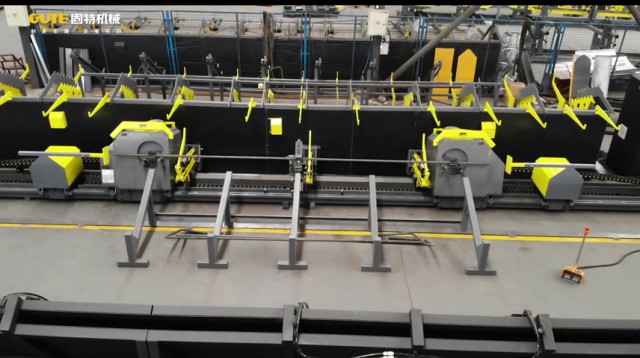
触摸屏式操作台,操作简单、自动弯曲、快速成型。陕西本地数控钢筋弯曲中心的案例
数控钢筋弯曲中心设计优势说明:1.弯曲模和弯曲机体机头均采用整体铸钢工艺,整体性好,刚性足。2.钢筋弯曲机头行走采用伺服电机驱动齿轮齿条,响应速度快,行走平稳准确。3.设置移动定尺机构,定位准确,调整方便快速4.采用气缸驱动设备中间夹持器压紧钢筋,钢筋定位牢固准确,确保弯曲精度5中间钢筋夹持器采用柔性夹持,在弯曲多根钢筋时,保证每根钢筋都被夹紧。6.采用伺服驱动刹车,刹车力量大,保证了钢筋弯曲时的机头位置不会发生位移。7.进口PLC结合触摸屏控制界面,操作方便。8.**度移动轨道,经久耐用。9.伸缩式弯曲轴,实现了钢筋的双向弯曲,效率高。10.润滑油采用集中供油系统,避免了关键部位单独注油的弊端。11.整机原材料都经过大型抛丸机设备进行抛丸打磨、喷砂、底漆、面漆工艺,**大限度延长了设备的使用寿命。陕西本地数控钢筋弯曲中心的案例