- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 全生命周期管理
- 服务内容
- 设备售后维保管理
- 工作时间
- 7*24
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州
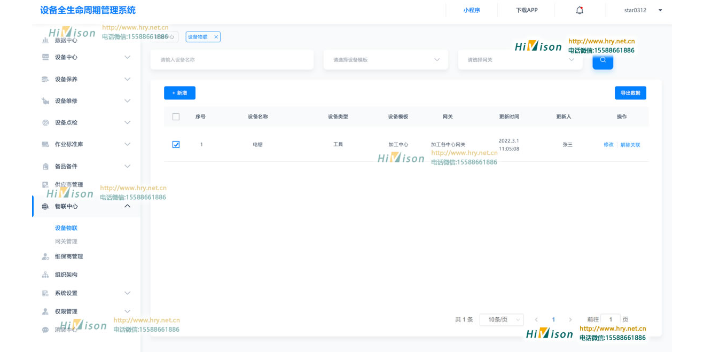
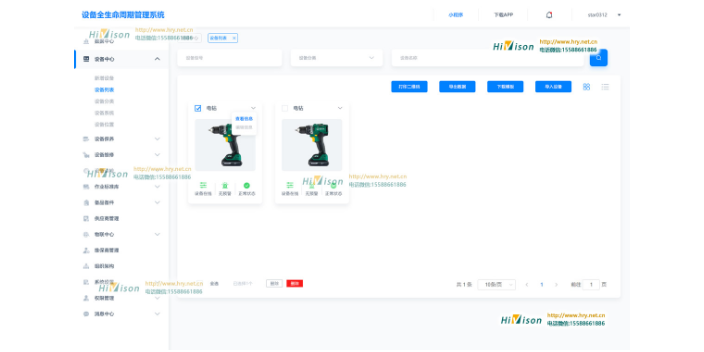
互联设施必须了解数据的去向、如何管理设备(内部或通过IoTaaS)以及如何保护数据。**数据正如前面提到的,准确了解数据的来源和去向是非常重要的。此外,还需了解数据的含义,以便立即采取行动。连接的设备越多,任务就变得越复杂。企业可以通过安装连接设备,并使用它们将数据传输到远程服务器来缓解这种担忧。管理设备在管理设备方面,任务可能会变得非常艰巨。故而,让每台设备保持**新的软件更新和固件至关重要。此外,必须采取一切预防措施来防止未经授权的访问。随着工业物联网的广泛应用,网络安全和隐私保护问题也日益凸显。未来,工业物联网的发展将更加注重安全性和隐私保护。通过采用**的加密技术、身份认证机制和访问控制策略,确保工业网络免受外部攻击和数据泄露的风险。同时,建立健全的数据保护法规和标准体系,加强行业自律和监管力度,为工业物联网的**发展提供有力保障。责任编辑:华轩来源:人工智能与物联网本文转载自51CTO:,如涉嫌侵权,请联系删除。强大的数据查询和筛选功能,灵活快速地查询和筛选设备数据,获取所需信息。枣庄矿山设备全生命周期管理

以便由合适的人员以知情的方式进行调查。它节省了手动检查设备、记录设备和管理解决方案所需的时间。因此,当存储单元温度过高时,可以通过远程控制的方式进行调节。如果设备的振动和加热指向一个问题,您可以使用数据来确定是否需要立即进行维护或稍后进行。通过消除检测设备问题的繁琐,物联网监控为更有意义、无法自动化的任务节省了时间。物联网监控用例石油和天然气工业用于钻井的机器以不同的速度和振动运行,并使用不同的功率。维护好它们对于减少维修、昂贵的更换或计划外停机的需求至关重要。物联网的另一个应用是监控燃气泵的状态。持续检测气泵的泄漏可以减少损失,减少火灾风险、材料或人员损失以及环境影响的风险。物联网传感器可以**气泵的流量、振动、功率和其他变量,以检查泄漏。预测性维护解决方案可以在性能低于基准时,向技术人员发出警报。收集到的数据可以用于运行故障场景的模拟,有效地进行未来的维护,并提高泵的性能。制造业在制造业领域,物联网监测可以带来多重好处。传感器自动化设备数据收集,允许实时**资产的状况,以计划立即干预或未来的维护活动,并报告效率低下的情况。潍坊化工设备全生命周期管理根据设备维护需求,智能预测备件需求,优化库存结构,减少库存成本。
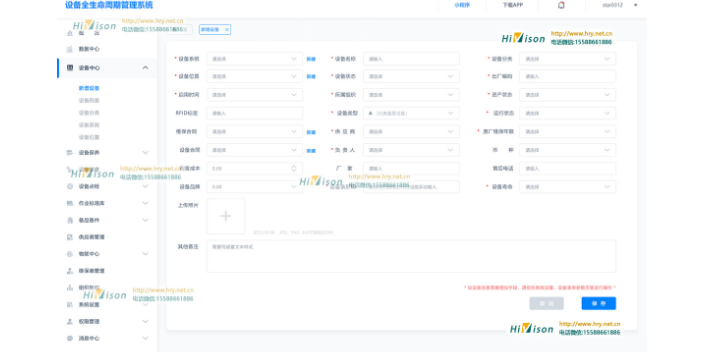
包括运行时间、能耗、负载等。通过对这些数据的统计和分析,园区管理人员可以了解设备的运行状态和性能表现,为设备的优化调度和节能降耗提供数据支持。设备信息集中管理设备管理系统建立了完善的设备信息数据库,实现了对园区内各种设备的基本信息、技术参数、使用记录等的集中管理。这使得管理人员可以方便地查询和了解设备的状态和使用情况,为设备的维护和更新提供有力支持。二、设备管理系统在园区的应用工业园区在工业园区中,设备管理系统可以实现对生产设备、能源设备、**设备等的***监控和管理。通过实时监控和预警功能,系统可以确保生产设备的稳定运行,降低故障率;通过智能运维管理功能,系统可以预测设备故障并进行提前干预,减少非计划停机时间;通过设备使用统计与分析功能,系统可以为工业园区的能源管理和**减排提供数据支持。科技园区在科技园区中,设备管理系统可以应用于办公楼宇、实验室、数据中心等场所的设备管理。系统可以实时监控楼宇内的空调、照明、电梯等设备的运行状态,确保楼宇的舒适性和安全性;可以监控实验室内的仪器设备使用情况,为科研项目的顺利进行提供保障;可以监控数据中心的服务器、网络设备等关键设备。
设备的运行与维护是设备全生命周期管理中的重要环节。在这一阶段,企业需要建立完善的设备运行监测与故障预警机制,实时掌握设备的运行状态与性能参数。通过定期巡检、预防性维护、故障排查与修复等措施,确保设备能够高效稳定运行。同时,企业还需建立设备维护档案与数据分析系统,对设备的维护历史、故障记录、性能变化趋势等进行记录与分析,为后续的维护决策与优化提供依据。随着技术的不断进步与市场需求的变化,企业需要对设备进行适时的改造与升级。通过引入新技术、新工艺、新材料等手段,对设备的性能参数、结构布局、控制系统等进行优化升级,以提高设备的生产效率、降低能耗与排放、增强市场竞争力。同时,企业还需关注设备的可改造性与升级潜力,在设备选型与采购阶段就充分考虑未来改造与升级的需求与可能性。通过实施设备改造与升级策略,企业可以延长设备的使用寿命,提高设备的综合效益。企业应制定设备全生命周期管理的相关制度和流程,明确各级管理职责和权限,确保管理活动的有序进行。
设备全生命周期管理的精髓不仅在于实施一系列的管理措施,更在于建立一个持续优化与反馈的机制。这一机制鼓励企业定期回顾和评估设备管理活动的成效,识别存在的问题与不足,并据此制定改进措施。通过收集来自操作人员、维护团队、管理层等多方面的反馈意见,企业可以了解设备管理的实际效果,并据此调整管理策略、优化管理流程。此外,企业还应关注行业发展趋势和技术革新动态,及时将新技术、新方法融入设备全生命周期管理中,以推动管理的持续改进和升级。这种持续优化与反馈的机制有助于企业不断提升设备管理的效率和效果,确保设备在整个生命周期内都能为企业创造比较大价值。设备全生命周期管理系统是一种基于物联网(IoT)、大数据、云计算和人工智能(AI)等技术的综合管理平台。化工设备全生命周期管理系统技术
基于设备运行数据和历史维护记录,自动生成预防性维护任务,减少突发故障,延长设备寿命。枣庄矿山设备全生命周期管理
缺陷库功能:设备管理的隐形守护者在繁忙的工业环境中,设备故障和缺陷总是难以避免。然而,如何高效、准确地管理这些缺陷,让它们不再成为阻碍生产进程的绊脚石?答案就在我们的缺陷库功能中。🌟实时记录,无所遁形每一次设备故障,每一个微小缺陷,我们的缺陷库都能实时记录。详尽的描述、准确的发现时间、清晰的影响范围,一切信息尽在掌握。🔍智能分类,一目了然繁杂的缺陷信息如何快速整理?我们的智能分类功能为您解决烦恼。缺陷库能自动对缺陷进行分类,让您一目了然地了解问题的性质和原因。🔄跟踪监控,确保解决发现缺陷只是第一步,更重要的是确保问题得到及时解决。我们的跟踪监控功能让您随时了解缺陷的处理进度,确保每一个问题都得到妥善处理。枣庄矿山设备全生命周期管理
设备运行数据分析:设备管理系统可以收集设备的运行数据,如产量、能耗、故障次数等,并进行实时监测和分析。通过统计分析,企业可以了解设备的运行状况和性能表现,及时发现潜在问题并进行改进。这有助于提高设备的利用率和生产效率。维修成本分析:设备管理系统可以对维修成本进行详细记录和分析。通过对维修费用、备件更换等数据的统计分析,企业可以了解维修成本构成和变化趋势,从而制定合理的成本控制策略,降低运营成本。故障预测与预防性维护:通过统计分析设备运行数据和维修历史记录,设备管理系统可以预测设备的故障风险和维修需求。企业可以根据预测结果制定预防性维护计划,提前进行保养和维修,避免设备故障对生产造成影响。这有助...
- 枣庄固定资产管理系统代码 2024-12-23
- 上海通信设备全生命周期管理 2024-12-23
- 菏泽铁路电务设备全生命周期管理 2024-12-22
- 潍坊通用固定资产管理系统 2024-12-22
- 潍坊高校固定资产管理系统 2024-12-22
- 菏泽矿山设备全生命周期管理 2024-12-22
- 集团设备全生命周期管理系统应用 2024-12-22
- 设备的全生命周期管理系统 2024-12-22
- 枣庄固定资产管理系统java 2024-12-22
- 物流设备资产管理系统销售价格 2024-12-22


- 德州仪器设备全生命周期管理 2024-12-21
- 化工设备全生命周期管理系统大概费用 2024-12-21
- 上海设备全生命周期管理信息系统 2024-12-21
- 日照医疗设备全生命周期管理 合规性 2024-12-21
- 威海医疗设备全生命周期管理实施 2024-12-21
- 园区设备资产管理系统要多少钱 2024-12-21






- 化工设备管理系统服务标准 12-23
- 潍坊机械设备RFID价格 12-23
- 河南生产设备资产管理系统 12-23
- 生产设备RFID系统 12-23
- 办公设备管理系统服务标准 12-23
- 淄博二维码固定资产管理系统 12-23
- 菏泽无源物联网RFID企业 12-23
- 淄博无源物联网RFID价格 12-23
- 枣庄固定资产管理系统代码 12-23
- 浙江一站式资产管理软件 12-23