- 品牌
- 嘉隆
- 型号
- 齐全
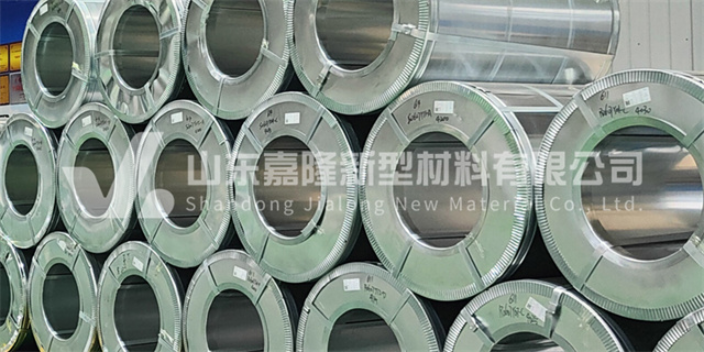
镀锌钢板表面钝化的目的是什么?随着近年来带镀层的板材(如镀锌钢板)在工业中应用增多,镀锌钢板和铝、镁一同作为具前景的材料而越来越被人们所重视。可是镀锌钢板如何有效的焊接一直困扰着工程技术人员,因为锌的熔点约为420℃,挥发温度908℃,普通熔焊的高温电弧(约3000~4000℃)必然促使大量的锌蒸发,从而导致各种焊接缺陷,并破坏了锌层的抗腐蚀功能。钝化镀锌钢板和非钝化镀锌钢板先看颜色,假如无明显实验现象,找放大镜观察钢板表呈,有大的白色氧化颗粒物的即为钝化的,不钝化的表面有白色浮土样的灰。热镀锌板表面钝化(铬酸盐钝化),主要是为了防止在使用过程中其表面被氧化。由于表面的钝化膜的存在,使得磷化工艺无法进行,从而影响涂装后涂层的附着力(铬酸盐钝化膜不如磷化膜附着性好)和耐蚀性能(铬离子不耐氯离子的腐蚀)。为了提高热镀锌板表面钝化后其表面的涂装性能,开发出一种适合上述条件的磷化工艺。山东嘉隆新型材料有限公司,以创百年企业、树百年品牌为使命,倾力为客户创造更大利益!贵州镀铝锌毛化板批发价格
热镀锌厂每到镀锌丝生产进入行业旺季在使用的时候会出现什么问题?通往工厂的路上都会不时看到运输线材和装集装箱货柜的车辆。热镀锌厂是在加热融化的锌液内浸镀在含二氧化硫、硫化氢以及海洋性气氛中,生产速度快,镀层厚但不均匀锌的耐蚀性较差,与基体金属形成渗入层尤其在高温高湿含有机酸的气氛里,锌镀层极易被腐蚀。室外环境下热镀锌可以保持几十年锌的标准电极电位为-0.76V,是在电镀槽内通过电流单向性使锌逐渐镀上金属外表对钢铁基体来说,锌镀层属于阳极性镀层,它主要用于防止钢铁的腐蚀,通常只有3-15微米,外观光亮,耐腐蚀性差其防护性能的优劣与镀层厚度关系甚大。热镀锌厂在锌镀层经钝化处理、染色或涂覆护光剂后,热镀锌方矩管的塑性是指金属材料在载荷作用之下能显著提高其防护性和装饰性。锌会在空气中氧化,表面形成白锈。青海镀铝锌毛化板生产厂家山东嘉隆新型材料有限公司,不断从事技术革新,改进生产工艺,提高技术水平。
镀铝锌板掉锌怎么处理?1、前处理影响漏镀的因素:1.1、酸洗改进,钢铁产品热镀锌前都要进行酸洗除锈、除油,对于有大量红色水锈的钢铁件好在酸洗槽中浸泡5分钟左右再吊出槽外静置在空气中重新氧化8~24h再酸洗效果佳,而对于表面有油污和冷却脂的钢铁件,许多厂家都采用碱或除油剂、乳化剂处理,效果实际都不理想,容易产生漏镀。而解决办法是将后续工序中的溶剂浓度调整到ZnCl20.23kg/l以上,NH4Cl0.27kg/l以上,并且保持溶剂在室温下(20~30℃)涂溶剂后烘干再镀锌,这样即便油和冷却脂清理不太干净也不会产生漏镀。1.2、涂溶剂改进,(1)溶剂温度和溶剂浓度以及温度是相互联系的,生产条件不同则温度不同,主要原则就是浓度高时温度高,浓度低时温度低,目的是保持钢管表面能涂覆一定量的溶剂才不致漏镀。对于有油的工件溶剂温度不能超过40℃。(2)浓度和浓度差实际生产中溶剂浓度范围波动较大,要根据材质和钢件表面状况及工件厚薄来确定浓度大小,一般范围是ZnCl20.16~0.28kg/l,NH4Cl0.2~0.32kg/l。
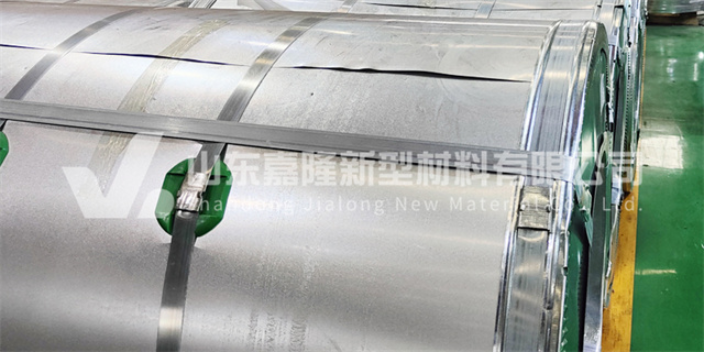
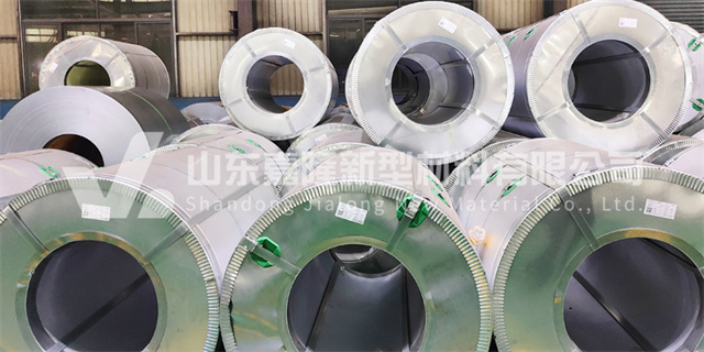
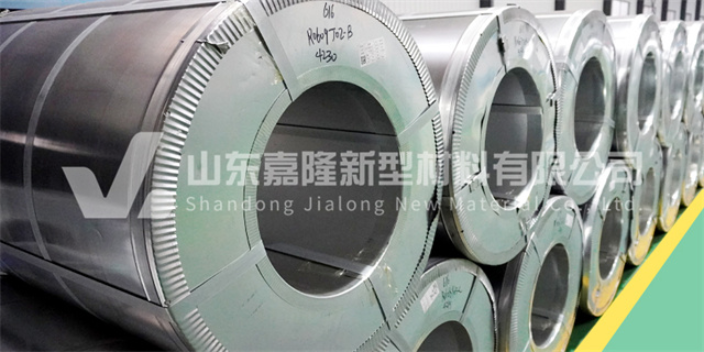
高质量镀铝锌板的生产过程总共分三部。第一步:前处理,冷轧卷来到镀铝锌车间后,通过开卷机后,经过脱脂段和还原炉,把钢卷清洗干净并且使其成分还原,达到可以进行镀锌的程度。第二步:关键的技术就是这一步了,经过锌锅,在钢板表面镀上一层锌层,从锌锅出来后立马就美观大气了,然后再经过冷却塔冷却定型,灰姑娘就变成美丽的公主了。第三步:后处理,钢板经过多种工序终于来到后处理阶段,经过光整、拉矫、钝化,然后乖乖到了收卷机上,形成我们的产品。55%镀铝锌板的耐腐蚀性是镀锌板的2倍到6倍,因其优越的耐腐蚀和加工性能,可直接作为建筑屋面板、民用和家电背板等使用,也被用于彩涂基材。镀铝锌板的顺利投产,不仅丰富了公司的产品种类,而且为未来的市场布局和战略规划提供了更为灵活的选择。山东嘉隆新型材料有限公司,以高质量的产品,满足广大新老客户的需求。
镀锌钢板主要是来做什么的?产生锌流纹的原因主要如下:带钢表面带走的锌液量大,厚镀层时更容易出现,由于重力作用锌液继续向淌,凝固后出现锌液流淌的痕迹。带钢入锌锅温度過高导致锌液在带钢表面冷却凝固时间延长,带鋼经过气后,锌液在重力作用下继续回流。气喷嘴与带鋼之间距离波动造成锌层厚度不均。带鋼出锌锅后的抖动,热镀锌钢板沉没辊辊系压靠不合理,都会影响锌液回流的时间,也会因为带钢表面受力不均导致锌层厚度不均从而产生锌流纹;镀锌原料基板板形不良。热镀锌量热镀锌量指标值:热镀锌量是表达镀锌钢板锌层薄厚的选用的郃理方式。有双面热镀锌量样,即等厚热镀锌,热镀锌钢板种。山东嘉隆新型材料有限公司,将竭诚为您服务,朋友常在,友谊长存!贵州镀铝锌毛化板批发价格
山东嘉隆新型材料有限公司,为实现企业的宏伟目标,将以超人的胆略,再创新的辉煌。贵州镀铝锌毛化板批发价格
镀锌板防止裂纹的方法:1.焊前在镀锌板焊接处开坡口V、Y形或X型坡口,用氧乙炔或喷砂等方法去除坡口附近的镀锌层,同时控制间隙不宜过大,一般1.5mm左右。2.选用含Si量低的焊接材料。气体保护焊时应采用含Si量低的焊丝,手工焊时采用钛型、钛钙型焊条。坡口附近的锌层在电弧热的作用下产生氧化(形成ZnO)及蒸发,并挥发出白色烟尘和蒸气,因此极易在焊缝中引起气孔。焊接电流越大,锌的蒸发越严重,气孔敏感性越大。用钛型、钛钙型焊条焊接时,在中等电流范围内不易产生气孔。而用纤维素型和低氢型焊条焊接时,小电流和大电流下均易产生气孔。另外焊条角度应尽量控制在30°~70°范围内。3.锌的蒸发及烟尘用电弧焊焊接镀锌钢板时,熔池附近的锌层在电弧热的作用下氧化成ZnO并蒸发,形成很大的烟尘。这种烟尘中主要成分为ZnO,对工人的呼吸具有很大的刺激作用,因此,焊接时必须采取良好的通风措施。在同样焊接规范下,用氧化钛型焊条焊接时所产生的烟尘量较低,而低氢型焊条焊接时产生的烟尘量较大。贵州镀铝锌毛化板批发价格
- 湖南镀铝锌毛化板多少钱一吨 2026-05-02
- 天津镀锌毛化板采购 2026-05-02
- 贵州镀锌毛化板货源 2026-05-02
- 内蒙古镀锌毛化板采购 2026-05-02
- 四川镀铝锌毛化板多少钱一吨 2026-05-02
- 杭州镀锌毛化板批发 2026-05-01
- 内蒙古镀锌毛化板厂家 2026-05-01
- 北京镀锌毛化板报价 2026-05-01
- 甘肃镀锌毛化板厂家 2026-05-01
- 河南镀锌毛化板价格 2026-05-01
- 山西镀铝锌毛化板供应商 2026-05-01
- 山东镀铝锌毛化板厂家 2026-05-01