铝合金压铸件经自然时效后,可获得较高的力学性能,当锌的质量分数大于10%时,强度提高。此合金的缺点是耐蚀性差,有应力腐蚀的倾向,压铸时易热裂。常用的Y401合金流动性好、易充满型腔,缺点是形成气孔倾向性大,硅、铁含量少时,易热裂。铝合金具有结晶温度间隔合金中硅相有很大的凝固潜热和较大的比热容、线收缩系数也比较小等特点,因此其铸造性能一般要比其他铝合金为好,其充型能力也较好,热裂、缩松倾向也都比较小。Al-Si共晶体中所含的脆性相(硅相)数量少,质量分数为10%左右,因而其塑性比其他铝合金的共晶体好,存的脆性相还可通过变质处理来进一步提高塑性。铝合金压铸的发展前景如何呢?虹口区锌铝合金压铸定做价格

在通过镁合金压铸实现汽车减重方面,已达到一定成效,形成了当前的一些研究热点及主要研发方向。比如,在动力系统和传动系统中采用镁合金压铸件,使镁合金压铸件在汽车工业中得到进一步的扩大应用。但应指出的是,关于镁合金压铸,在考虑用镁合金代替其它合金、材料、生产零件时,首先应对这种材料的特性有所了解,不能盲目行事,而且生产时,应切实注意安全环保等事宜。又如,研制各种解决气孔的工艺方法。这些方法包括真空压铸、充氧压铸、匀加速的慢压射技术、局部加压技术等;更有挤压铸造和半固态成型(含流变成型与触变成型)等技术。所有这些,无疑给压铸法注入了新的活力,进而使得具备度、高致密、可热处理、可焊接等特性的压铸零件的获取成为可能。之后,随欧美各国排放法规的逐渐紧缩,节能、减排对汽车制造业的要求愈来愈高。此时,寻找比铝合金压铸件更轻的材料来制作汽车重要零部件,也成为研发方向之一。值得一提的是,近十余年来,汽车工业中的一些制造商提出了更多地采用镁合金制造零件的设想,并已取得一定成效。徐汇区加工铝合金压铸加工铝合金压铸的运用领域有哪些?

铝合金压铸生产结构正确合理的铝合金压铸模具是铝合金压铸生产能否顺利进行的先决条件,并在保证铸件质量方面(下机合格率)起着重要的作用。由于铝合金压铸工艺的特点,正确选用各工艺参数是获得质量铸件的决定因素,铝合金压铸生产刚开始时已讲过,金属液的充型时间极短,金属液的比压和流速很高,这对铝合金压铸模来说工作条件极其恶劣,再加上激冷激热的交变应力的冲击作用,都对铝合金压铸模具的使用寿命有很大影响。铝合金压铸模具的使用寿命通常是指通过精心的设计和制造,在正常使用的条件下,结合良好的维护保养下出现的自然损坏,在不能再修复而报废前,所铝合金压铸的模数(包括铝合金压铸生产中的废品数)。
铝压铸应用优势:(1)可以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。因为熔融金属在高压高速下保持高的流动性,因而能够获得其他工艺方法难以加工的金属零件。(2)压铸件的尺寸精度较高,可达IT11—13级,有时可达IT9级,表面粗糙度达Ra0.8—3.2um,互换性好。(3)材料利用率高。由于压铸件的精度较高,只需经过少量机械加工即可装配使用,有的压铸件可直接装配使用。其材料利用率约60%--80%,毛坯利用率达90%。(4)生产效率高。由于高速充型,充型时间短,金属业凝固迅速,压铸作业循环速度快。在各种铸造工艺中,压铸方法生产率较高,适合大批量生产。使用铝合金压铸到底有什么好处?

压铸是指在高压作用下,使液态或半液态金属以较高的速度充填压铸模具型腔,并在压力下成型和凝固而获得铸件的方法,是铸造工艺中应用广、发展速度快的金属热加工成形工艺方法之一,在有色金属铸造中占据主导地位,发展前景好。压铸件产品的增长取决于其应用领域需求的增长。我国汽车、通讯设备、装备制造业等产业的持续快速发展,以及国际压铸产业向中国的转移,为我国的压铸行业带来广阔的市场。随着越来越多的通讯、汽车等行业的跨国公司开始在中国建立整机(车)生产基地,为我国少数大型压铸企业向国际先进水平靠拢提供了机遇,国内压铸企业在装备和技术水平上开始接近国际先进水平,而铝合金件产业的主导产品,其发展前景也十分看好。铝合金压铸如何发挥重要作用?徐汇区加工铝合金压铸加工
上海松恒与您分享铝合金压铸的重要性。虹口区锌铝合金压铸定做价格
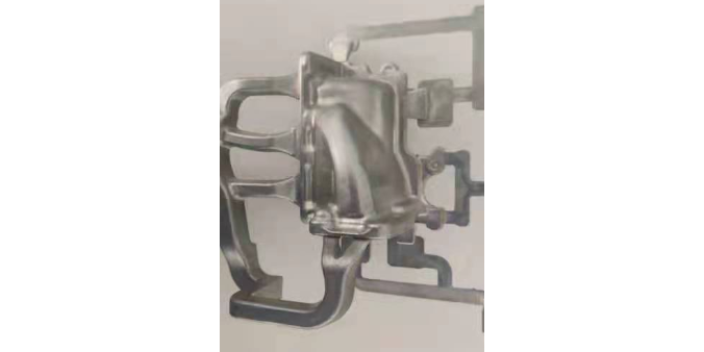
压铸铝合金缸体螺栓孔周边、水泵壳体附近的缩孔现象压铸生产后对缸体的主轴承螺栓孔和上下缸体螺栓孔区域进行剖切,发现预铸孔的底部有较大的气孔和缩孔(直径约ϕ1~5mm,或有长度超过10mm的细长缝隙),如图1中白圈所示。对压铸铝合金缸体的水泵壳体区域进行剖切,发现水泵壳体和缸体之间的连接处有很大的缩孔,缩孔的长部分超过20mm,如图2中白圈所示。3.2产生原因在压铸过程中铝液被压入并充满型腔后铝液开始凝固,由于模具表面的温度较低并且伴有水冷,铝液先从与模具接触的表面开始凝固,在**外面先形成一层硬壳,然后逐渐向内开始凝固。虹口区锌铝合金压铸定做价格
铝合金压铸生产结构正确合理的铝合金压铸模具是铝合金压铸生产能否顺利进行的先决条件,并在保证铸件质量方...
【详情】铸铝合金的密度小于模具铁和模具钢,并且高于强度。因此,铝合金铸件在相同条件下使用铝合金铸件,可***应...
【详情】铝合金具有良好的铸造性能。铝合金压铸件由于熔点较低(纯铝熔点为660.230C,铝合金的浇注温度一般...
【详情】压铸是指在高压作用下,使液态或半液态金属以较高的速度充填压铸模具型腔,并在压力下成型和凝固而获得铸件...
【详情】在模具制造过程中容易产生内应力,而内应力对模具使用寿命有很大影响。因此,在制造加工模具过程中应尽量避...
【详情】铝合金压铸的主要制作材料是合金和铝,制作出来的铝合金压铸具有很好的光泽度,铝合金压铸厂在压铸件成型以...
【详情】铝合金压铸产品因其优异的材料性能、成型方便和轻量化等特点,成为国民经济中多个行业的基础零部件。目前铝...
【详情】铝及其合金在中性体系中阳极氧化沉积形成类陶瓷非晶态复合转化膜的工艺、性能、形貌、成分和结构,初步探讨...
【详情】以上是铝合金压铸熔炼注意事项方面的一些具体要点。需要注意的是,在实际操作中,必须坚持不断学习和改进,...
【详情】铸造铝合金的密度比铸铁和铸钢小,而比强度则较高。因此在承受同样载荷条件下采用铝合金铸件,可以减轻结构...
【详情】压铸工业中开发及创新的一些高新技术,大多都围绕汽车工业的高新要求而展开,包括动力、传动、转向、车体、...
【详情】产生原因铝合金缸体压铸时由于液态金属充填型腔速度高,模具型腔内的气体不易排出,容易残留在铝液中,铝液...
【详情】