光谱共焦传感器可以提供结合高精度和高速的新现代技术。这些特性使这些多功能距离和位移传感器非常适合工业 4.0 的高要求。在工业 4.0 的世界中,传感器必须能够进行高速测量并提供高精度结果,以确保可靠的质量保证。光学测量技术是非接触式的,于目标材料分开和表面特性,因此它们对生产和检测过程变得越来越重要。这是“实时”生产过程中的一个主要优势,在这种过程中,触觉测量技术正在发挥其极限,尤其是当目标位于难以接近的区域时。光谱共焦传感器提供突破性的技术、高精度和高速度。此外,共焦色差测量技术允许进行距离测量、透明材料的多层厚度测量、强度评估以及钻孔和凹槽内的测量。测量过程是无磨损的、非接触式的,并且实际上与表面特性无关。由于测量光斑尺寸极小 ,即使是非常小的物体也能被检测到。因此,共焦色度测量技术适用于在线质量控制。光谱共焦技术的应用可以提高生产效率和质量。工厂光谱共焦供应
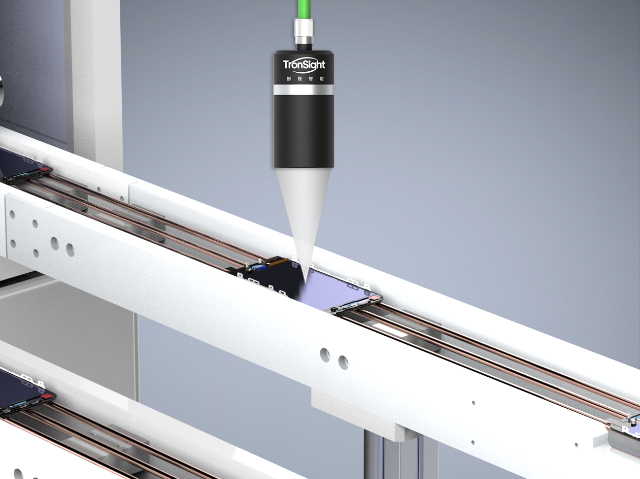
随着社会的发展,智能设备不断进化,人们对个性化的追求日益增加。复杂的形状意味着对点胶设备提出更高的精度和灵活性要求。当前在手机中板和屏幕模组贴合时,需要在中板上面点一圈透明的UV胶,由于其白色反光特性 ,只能使用光谱共焦传感器进行完美测量。光谱共焦传感器的复合光特性可以完美高速地测量胶水的高度和宽度。由于胶水自身特性是液体,成型特性是弧形,材料特性是透明或半透明。因此,采用光谱共焦传感器是当前解决高精度点胶需求的好方案之一,它具有非常高的分辨率和测量精度,并同时能够应对形状的复杂性和材料特性的多样性,能够满足各种行业的高精度测量要求。点光谱共焦常用解决方案光谱共焦技术的研究和应用将推动中国科技事业的发展。

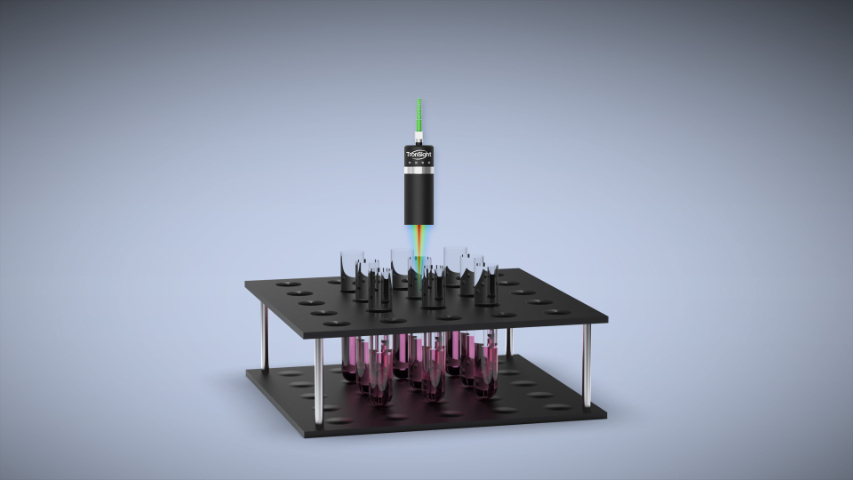
光谱共焦位移传感器是一种基于共焦原理,采用复色光作为光源的传感器,其测量精度可达到纳米级,适用于测量物体表面漫反射或反射的情况。此外,光谱共焦位移传感器还可以用于单向厚度测量透明物体。由于其具有高精度的测量位移特性,因此对于透明物体的单向厚度测量以及高精度的位移测量都有着很好的应用前景。将光谱共焦位移传感器应用于位移测量中,并通过实验验证,表明其能够满足高精度的位移测量要求,这对于将整个系统小型化、产品化具有重要意义。
由于每一个波长都可以固定一个距离值,因此,通过将光谱山线峰值波长确定下来,就可以将精确的距离值推算出来。假设传感器与物体表面存在相对移动,此时物体表面的中心点恰好处在单色光(A1)的像点处,可以作出光谱仪探测到的光谱曲线。通过测量得到不同的波长值,可以将物体表面不同点之间的相对位移值计算出来。如果配上精细的扫描机构,就可以对整体的二维表面轮廓及形貌进行精确的测量。相比其他传统的位移传感器 ,光谱共焦传感器凭借独特的测量原理,具有测量效率高、精度高、体积小、非接触等特点,在各个领域都得到了大量的应用。激光位移传感器的应用主要是用于非标的特定检测设备中。

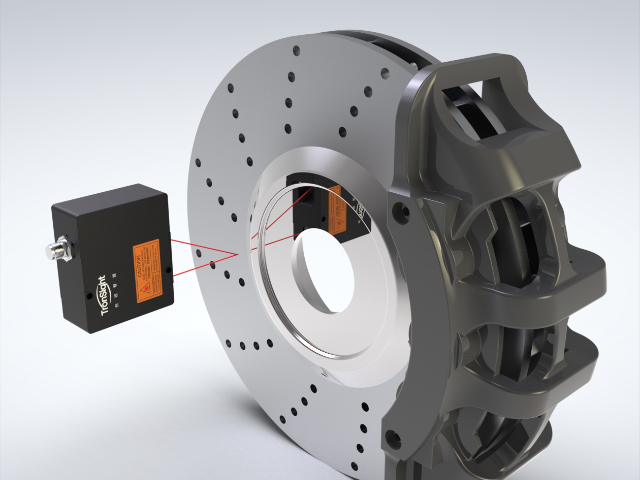
表面粗糙度是指零件在加工过程中由于不同的加工方法、机床与刀具的精度、振动及磨损等因素在工件加工表面上形成的具有较小间距和较小峰谷的微观水平状况,是表面质量的一个重要衡量指标,关系零件的磨损、密封、润滑、疲劳、研和等机械性能。表面粗糙度测量主要可分为接触式测量和非接触式测量。触针式接触测量容易划伤测量表面、针尖易磨损、测量效率低、不能测复杂表面,而非接触测量相对而言可以实现非接触、高效、在线实时测量,而成为未来粗糙度测量的发展方向。目前常用的非接触法主要有干涉法、散斑法、散射法、聚焦法等。而其中聚焦法较为简单实用。采用光谱共焦位移传感器,搭建了一套简易的测量装置,对膜式燃气表的阀盖粗糙度进行了非接触的测量,以此来判断阀盖密封性合格与否,取得了一定的效果。基于光谱共焦传感器,利用其搭建的二维纳米测量定位装置对粗糙度样块进行表面粗糙度的非接触测量,并对测量结果进行不确定评定 ,得到 U95 为 13.9%。光谱共焦技术将对未来的科学研究和产业发展产生重大影响。工厂光谱共焦供应
光谱共焦位移传感器可以用于结构的振动、变形和位移等参数的测量。工厂光谱共焦供应
表面粗糙度测量方法具体流程如下 :(1)待测工件定位。将待测工件平稳置于坐标测量机测量平台上,调用标准红宝石测针测量其空间位置和姿态,为按测量工艺要求确定测量位置提供数据。(2)轮廓扫描。测量机测量臂更换挂载光谱共焦传感器的光学探头,驱动探头运动至工件测量位置,调整光源光强、光谱仪曝光时间和采集频率等参数以保证传感器处于较好的工作状态,编辑扫描步距、速度等运动参数后启动轮廓扫描测量,并在上位机上同步记录扫描过程中的横向坐标和传感器高度信息,映射成为测量区域的二维微观轮廓。(3)表面粗糙度计算与评价。将扫描获取的二维微观轮廓数据输入到轮廓处理算法内进行计算,按照有关国际标准选择合适的截止波长,按高斯轮廓滤波方法对原始轮廓进行滤波处理,得到其表面粗糙度轮廓,并计算出粗糙度轮廓的评价中线,再按照表面粗糙度的相关评价指标的计算方法得出测量结果,得到被测工件的表面粗糙度信息。工厂光谱共焦供应