- 品牌
- 上海蔚亚
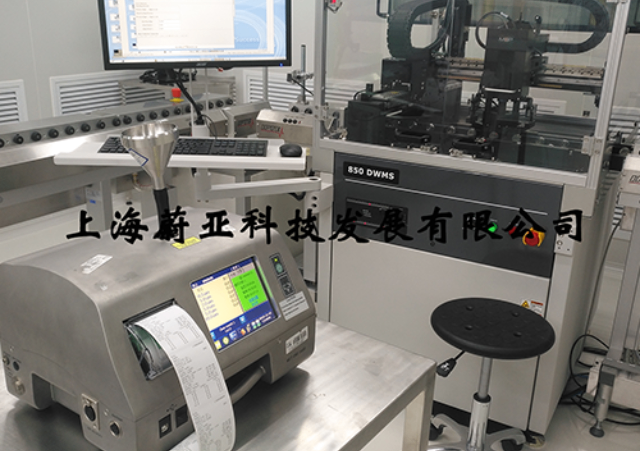
、温湿度标准规定:洁净区的温度和相对湿度与药品生产工艺要求相适应。无特殊要求时,洁净区温度为18℃~26℃,相对湿度控制在45%~65%。有特殊要求车间根据工艺控制。温度观察:检查温湿度计是否完整,视线正对温湿度计水平读取显示的数据,需要记录的应立即填入表格中。湿度观察:视线正对湿度表,准确读数。需记录的应立即填入表格中。需要加水的湿度计,在观察前应检查在蓄水腔内是否有水,无水则需加入适量水,再观察湿度。洁净区的温湿度每天至少记录两次,上午一次,下午一次。设备计量人员每年至少组织校验一次监控系统的仪器设备。使用激光尘埃粒子计数器可以精确测量空气中的微粒浓度。湖北实验室环境检测

对单向流如5级净化房间内及层流工作台测试应在净化空调系统正常运行不少于10分钟后开始;对非单向流如7级、8级以上的净化房间测试应在净化空调系统正常运行不少于30分钟开始。a.采样方法:将已制备好的培养皿放置在预先确定的取样点,打开培养皿盖使培养基表面暴露0.5小时再将培养皿盖上盖后倒置。b.培养全部采样结束,将培养皿倒置于恒温培养箱中培养。在30-35℃培养时间不少于48小时。每批培养基应有对照试验检查培养基本身是否污染可每批选定3只培养皿作对照培养。c.菌落计数用肉眼直接计数然后用5-10倍放大镜检查有否遗漏。若培养皿上有2个或2个以上菌落重叠可分辨时仍以2个或2个以上的菌落计数。消毒液净化车间环境检测服务至上洁净室内有通风柜时,宜置于工作区气流的下风侧,以减少对室内的污染。

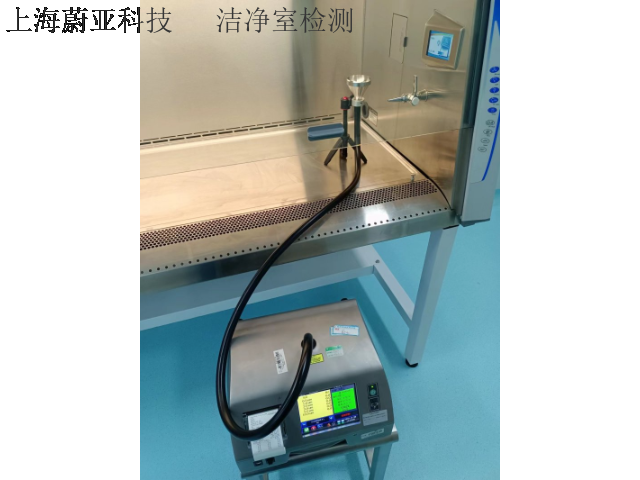
A、室内测试人员必须穿洁净服,不得超过2人,应位于测试点下风侧并远离测试点,并应保持静止。进行换点操作时动作要轻,应减少人员对室内洁净度的干扰。B、设备要在校准期内使用。C、检测前和检测后设备“清零”。D、在单向流区域,所选择的采样探头应接近等动力采样,进入采样探头的风速与被采空气的风速偏差不应超过20%。若无法做到这一点,将采样口正对气流的主方向。非单向流的采样点,采样口应竖直向上。E、采样口至粒子计数器传感器的连接管应尽量短。采样点一般离地面0.8-1.2m左右,要均匀科学布点,而且要避开回风口。对任何小洁净室或局部空气净化区域,采样点的数目都不得少于2个,总采样数可根据面积开2次根求得。**少采样点数目对应悬浮粒子采样点数,工作区测点位置离地0.8-1.2m左右,送风口测点位置离开送风面30cm左右,关键设备或关键工作活动范围处可增加测点,每个采样点一般采样一次。
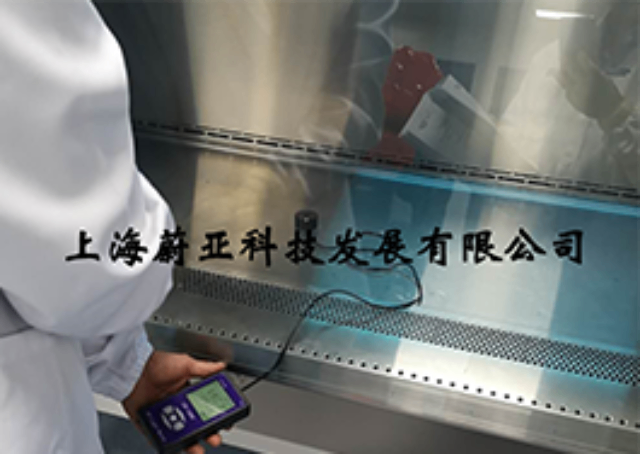
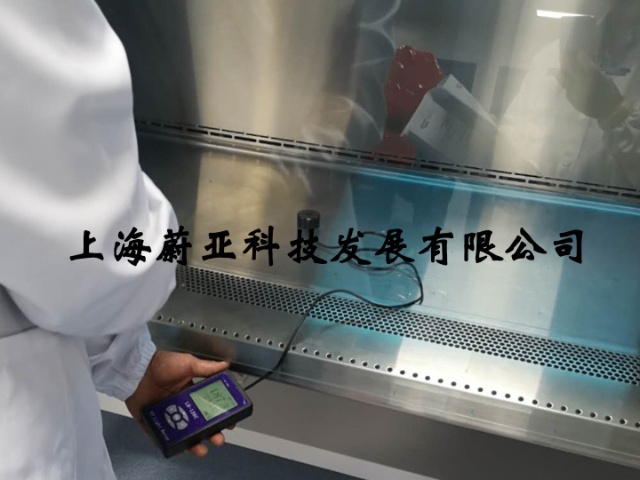
四、照度标准规定:洁净区主要操作间照度不得少于300勒克斯,一般照明的照度均匀度不应小于0.7。洁净区的照度检查每年不得少于一次,在经过设备大修、厂房改造、工艺布局调整等变更的时候应在变更结束后重新检测照度。检测要求:室内照度测度必须在室温已趋稳定,光源光输出趋于稳定后进行(对荧光灯必须有100h)。检测方法:测点平面离地面0.85m,按间距1-2m布点,测点距墙面1m。其要求基本与洁净度的测定位置要求相同。记录实测照度值并计算总的平均照度。照度测量一般*测定除局部照明之外的一般照明。洁净室系指对空气洁净度、温度、湿度、压力、噪声等参数根据需要都进行的密闭性较好的空间。

洁净室或洁净设施温、湿度测定,通常分为两个档次:一般测试和综合测试。档次适用于处于空态的交竣验收测试,第二个档次适用于静态或动态的综合性能测试。这类测试适用于对温度、湿度性能要求比较严格的场合。本检测在气流均匀性检测之后和空调系统调整之后进行。进行这项检测时,空调系统已经充分运转,各项状况已经稳定。每个湿度控制区至少设置一个湿度传感器,并且给传感器充分的稳定时间。所做测量应适合实际使用的目的,待传感器稳定之后才开始测量,测量时间不少于5分钟。洁净室检测不仅是合规要求,更是保障产品质量的重要手段。北京洁净工作台检测规范性强
定期进行洁净室维护,保持设备良好运行状态,延长使用寿命。湖北实验室环境检测
空气洁净度:这是洁净车间环境检测的**指标,通常通过检测空气中的尘埃粒子数来评估。不同洁净等级的车间对尘埃粒子的限制不同,如洁净度等级为100级的车间对大于等于5μm的尘粒有严格的计数要求。微生物指标:包括浮游菌、沉降菌等微生物的数量。这些微生物可能对产品质量和工作人员健康造成影响,因此需要进行严格的控制和监测。温度与湿度:洁净车间需要保持稳定的温度和湿度环境,以确保生产过程的顺利进行和产品质量的稳定。通常,生产工艺对温度和湿度无特殊要求时,洁净室温度应为18~26℃,相对湿度应为45~65%。湖北实验室环境检测

洁净室检测中的温湿度波动对工艺的影响评估温湿度波动可能导致不同行业的工艺异常,需通过检测数据量化其影响程度。在电子芯片制造中,相对湿度每波动10%,静电放电(ESD)发生率增加20%,可能导致集成电路栅氧化层击穿;在生物制药中,温度每升高2℃,冻干制剂的水分残留量增加5%,影响产品稳定性。检测时需在工艺设备附近布置高密度测点(如每台光刻机旁设置1个温湿度传感器),连续监测72小时捕捉极端波动情况。影响评估包括:工艺参数敏感性分析(如确定产品关键质量属性对温湿度的耐受范围)、设备适应性验证(如确认空调机组在设定公差内的调节能力)、历史数据对比(分析同类产品批次的不合格率与温湿度波动的相关性)。当...
- 江苏洁净室检测服务至上 2026-04-14
- 江苏生物安全柜检测方便客户 2026-04-14
- 辽宁实验室检测哪家好 2025-06-13
- 北京排风柜检测诚信推荐 2025-06-13
- 口罩生产车间环境检测哪家好 2025-06-13
- 湖北洁净室检测哪家好 2025-06-13
- 江西消毒液净化车间环境检测方便客户 2025-06-13
- 山东消毒液净化车间环境检测服务至上 2025-06-13
- 安徽电子厂房环境检测值得推荐 2025-06-13
- 山东电子厂房环境检测优化价格 2025-06-13


- 浙江国内检测服务至上 2025-06-12
- 安徽电子厂房环境检测规范性强 2025-06-12
- 辽宁实验室环境检测方便客户 2025-06-12
- 上海洁净室检测诚信推荐 2025-06-12
- 湖北洁净工作台检测服务至上 2025-06-12
- 浙江排风柜检测方便客户 2025-06-12



- 衢州风管漏风量检测公司 04-14
- 安徽洁净室检测技术好 04-14
- 北京消毒液净化车间环境无尘室检测频率 04-14
- 江苏尘埃粒子无尘室检测服务至上 04-14
- 淮安项目风管漏风量检测价格 04-14
- 青浦区工程风管漏风量检测服务 04-14
- 绍兴项目风管漏风量检测第三方检测机构 04-14
- 湖州工程风管漏风量检测标准 04-14
- 江苏洁净室检测服务至上 04-14
- 江苏生物安全柜检测方便客户 04-14