- 品牌
- 京雕
- 服务项目
- 齐全
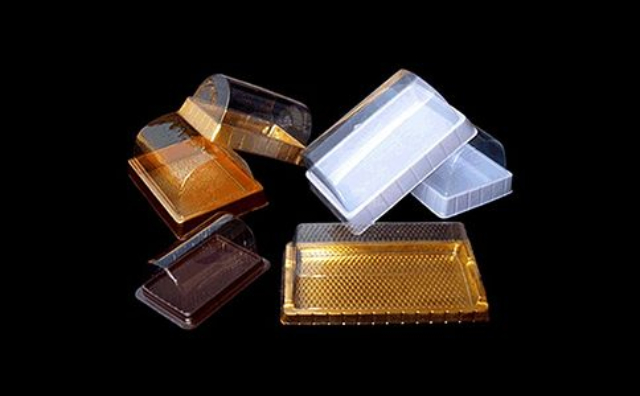
注塑和吸塑的主要区别在于原材料、成型方式、产品特性和应用领域。原材料和成型方式:注塑:注塑工艺需要将塑料原料粒融化成流体,然后通过注塑机注入模具中,冷却后成型。这种工艺多用于热塑性塑料,适用于生产小包装盒、日用品、异型零件等。注塑产品通常质量较好,因为不存在薄厚不均匀、毛边、大小不一致、表面油污等缺陷。吸塑:吸塑工艺则是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型。这种工艺用于生产盆类、盘类、碗类制品,以及塑料包装、灯饰、广告、装饰等行业。产品特性和应用领域:注塑产品通常比较硬,质量好,因为注塑过程中可以更好地控制产品的尺寸、结构和外观,适用于生产需要较高精度和耐用性的产品。吸塑产品则相对较软,由于吸塑工艺的特性,产品可能会存在卷边等问题,且无法完全恢复原状。吸塑产品多用于需要一定柔软度和可塑性的应用场景,如包装材料、装饰品等。烫金色分为亮金和哑金,可根据不同的设计搭配使用,色彩明快醒目,图形清晰。名优北京精雕

烫印压力与电化铝附着牢度关系很大。即便温度合适,如果压力不足,也无法使电化铝与承印物粘牢,或产生掉色、印迹发花等现象;反之,如果压力过大,衬垫和承印物的压缩变形会过大,产生糊版或印迹变粗。因此应细致调整好烫印压力。设定烫印压力时主要应考虑:电化铝性质、烫印温度、烫印速度、承印物等。一般来说,纸张结实、平滑度高、印刷的墨层厚实,以及烫印温度较高、车速慢的情况下,烫印压力应小一些;反之,则应大一些。另外,与印刷相似,烫印的衬垫也应注意,对于平滑的纸张,如:铜版纸、玻璃卡纸,比较好选用硬性的衬垫纸,这样获得的印迹比较清晰;相反,对于平滑度差、较粗糙的纸张,衬垫比较好软一些,特别是烫印面积又较大的情况下。另外,烫印压力一定要均匀,如果试印时发现局部烫印不上或产生花麻,可能是此处的压力不平,可在该处的平板上垫上薄纸,进行适当调整。
京雕教育拥有行业先进的技术优势,有车铣复合、三轴五轴、浮雕、滴塑、吸塑、3D造型等技术力量,这些技术目前在内地学校里是学不到的,这样的机器,我们有70余台。 深圳在线北京精雕软件培训烫印可以烫的颜色包括金色、银色、镭射金、镭射银、黑色、红色、绿色等多种颜色。
烫金工艺是一种以假乱真的工艺,也是工艺效果明显的一种。虽然金、银墨印刷有与烫印类似的金属光泽效果,但如果想要得到更强的视觉冲击,还是需要通过烫金工艺来实现。烫金属于烫印工艺,属于凸版印刷的一种形式,叫烫金箔或者烫电化铝。烫金工艺其实就是通过一个模板,把电化铝材料转移到承印物表面的一种工艺。通过烫金版的加热加压,将电化铝进行转印在印刷品上。我们经常看见各种烫金效果,主要的原因就是因为电化铝的种类不一样。 如果是金色的电化铝,那么烫出来的就是金属的效果 如果是银色的那么烫出来的就是银色效果 1、我们东莞京雕教育拥有行业先进的技术优势,有车铣复合、三轴五轴、浮雕、滴塑、吸塑、3D造型等技术力量,这些技术目前在内地学校里是学不到的,这样的机器,我们有70余台。
吸塑门板主要使用中密度板作为基材。中密度板具有较好的机械加工性能和稳定性,是吸塑门板制造的理想选择。首先,中密度板经过雕刻机镂刻图案成型,然后进行精细打磨和喷涂胶。接着,表面覆盖PVC膜,通过真空吸塑机进行吸塑制作。这样制成的吸塑门板具有木纹逼真、不开裂、不变形、耐划、耐热、耐污、防褪色等优点。我们东莞京雕教育拥有行业先进的技术优势,有车铣复合、三轴五轴、浮雕、滴塑、吸塑、3D造型等技术力量,这些技术目前在内地学校里是学不到的,这样的机器,我们有70余台。不同型号的电化铝有适应的承烫资料。

烫印过程中,发现图文发虚、发晕的故障,主要烫印温度太高、烫金纸焦化等原因引起的。如果印版的烫印温度过 高,使烫金纸薄膜超过所能承受的限度,此时烫印,烫金纸薄膜会向四周扩展,发虚现象,则必须根据烫金纸的特性,将温度调整到合适的范围。对于烫金纸焦化,主要是烫印过程中停机过久,使烫金纸的某一部分较长时间与电热高温印版接触而发生受热焦化现象,图文烫印后就会发晕。因此,在生产过程中如遇停机应降低温度,或将烫金纸移开,也可以在温度较高的印版前放一张厚纸,使烫金纸与印版隔离。所谓印金,就是用金色油墨印刷在包装表面来仿制金属的质感,但是光泽度肯定没有烫金高,也没有凹凸感。深圳在线北京精雕软件培训
镭射金/银这种工艺,有点像光盘背面那种“激光色”,随着观看角度不同,呈现出来一种渐变色,十分幻彩。名优北京精雕
雕刻机程序的编程过程涉及多个步骤,包括设计文件、排版、选择加工参数、刀具设置、保存路径、导入控制系统、定原点、仿真检查以及开始工作。12设计文件:首先,根据加工需求设计文件,这可能包括从Corel导入*.plt格式的文件。排版:对文件进行排版,通常将文件放在版面左下角,确保文件之间的间距为两个刀具的宽度。路径操作:根据加工需求选择2D铣字、3D三维字或切割操作。遵循选刀原则,确保所选刀具与实际使用的刀具一致。保存路径:以*.nc格式保存路径,设置适当的抬刀距离。导入控制系统:将文件导入雕刻机的控制系统。定原点:定义工作的原点,这可以通过材料面定点法或台面定点法进行。仿真检查:在开始工作前进行仿真检查,确保无误后停止仿真。开始工作:在所有准备工作完成后,开始雕刻过程。注意在换刀或断刀后,需要重新定义z轴原点。名优北京精雕
- 惠州技术北京精雕烫金热压制品造型 2024-10-15
- 湛江名优北京精雕小五金制品造型 2024-10-14
- 佛山什么是北京精雕培训学校排名 2024-10-14
- 清远全程北京精雕培训排名 2024-10-14
- 中山服务北京精雕3C电子产品 2024-10-13
- 珠海公开北京精雕烫金热压制品造型 2024-10-13
- 河源全程北京精雕滴塑制品造型 2024-10-13
- 清远儿童北京精雕软件培训 2024-10-13