双组分硅酮胶固化后,可能会在胶体内部、表面及与基材粘接的界面形成许多密集的气泡,很大程度上降低了胶体的拉伸粘接强度。这通常是由于有气体进入A、B组分的物料管,经双组分打胶机枪头内部的静态混合器时被分散成极微小的气泡,固化过程中,气泡由于表面张力的作用向界面(胶体表面、胶体与基材的界面)迁移,最终表现为固化后的胶表面和胶与基材界面有密集的小气泡。进入物料管的气体可能是胶本身带入的(A组分或B组分分装过程中裹入气体),也可能是打胶过程中操作不当带入的(换桶时排气未排干净或一桶物料压盘压到底部时未及时换桶,导致空气吸入)。A、B组分内部裹有气体导致的气泡一般发生在一组密封胶使用的中间过程;而换桶不当导致的气泡一般发生在一组密封胶刚开始使用或即将用完时。密封胶产品被广泛应用于建筑门窗、幕墙、室内装修及各类材料的接缝密封,其产品种类繁多。浙江门窗胶厂商
门窗幕墙胶
很多人认为密封胶表面产生斑点变色,是密封胶被“腐蚀”了。其实不然,空气中存在的酸雾、盐雾确实会对建筑胶表面造成一定伤害,但硅酮胶是耐候性能上表现十分优越的胶种,并不因此受到影响。一般硅酮胶表面出现斑点多为使用酸性清洗剂清洗墙体时,误将清洗剂喷到密封胶表面,由于密封胶中含有碳酸钙成分,会和酸性清洗剂发生反应,导致密封胶表面出现反应斑点。说完上述关于硅硐密封胶变色的特点及原因后,希望引起大家的重视,在使用施胶时,要针对性来避免,我们建议用户参考以下4点:1、施工前,对与密封胶接触的材料做相容性试验,确保材料间相容;或选用更相容的附件材料,如选择硅橡胶制品代替橡胶制品,降低黄变概率;2、避免密封胶接触或暴露在酸、碱等有腐蚀性的环境中;3、变色主要发生在浅色、白色、透明等产品上,选择深色或黑色的密封胶可降低变色的风险。4、选用质量有保证的密封胶。密封胶根据数十年的密封胶应用经验,密封胶的适宜使用温度在5℃~40℃之间。

硅酮胶内部出现单独的气泡时,可能有以下几种原因:1)注胶时裹入了空气;2)接口或附件材料潮湿,潮气侵入胶缝;3)泡沫棒选用不当;4)泡沫棒在填塞过程中表面被戳破,受挤压后从破孔处放气;5)某些基材与密封胶发生了反应。为了防止硅酮胶内部出现单独气泡现象的发生,我们在施工时应注意:1)注胶时应均匀、连续、注满接口;2)接口及附件材料必须干燥;3)选用合适尺寸的泡沫棒,且不能使用铲刀、螺丝刀等尖锐工具填塞泡沫棒。
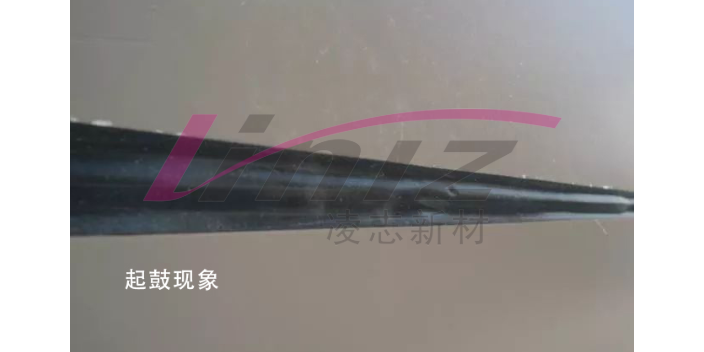
硅酮胶出现“起鼓现象”的原因可能有:1)板块尺寸大导致接缝变位大;2)板块的线胀系数较大(如铝板、聚碳酸酯板)导致接缝变位大;3)板块昼夜温差较大;4)环境湿度偏低,相对湿度低于40%。硅酮胶“起鼓现象”是固化速度、环境湿度、环境温差、胶缝宽度、面板材质及尺寸等因素综合作用的结果,上述几种因素都处于不利的情况下,硅酮胶出现“起鼓现象”的概率就会较高。在相对湿度非常低的情况下(<30%),面板线胀系数较小的玻璃幕墙或面板尺寸不大的铝板幕墙的胶缝也可能出现“起鼓现象”。因此,“起鼓现象”是密封胶在干燥气候条件下,由于固化速度变慢,同时接缝发生的变形较大而导致的,并不是密封胶本身有质量问题。建筑鳞次栉比,而幕墙成为了统一的“着装”。
硅酮胶的固化速度慢可能有以下几种原因:1)环境温度低;2)湿度低(单组分产品);3)胶缝太窄、太深(单组分产品);4)B组分偏少(双组分产品);5)硅酮胶过期。硅酮胶固化速度较慢时,可通过提高养护温度、提高养护湿度(单组分产品)、两次打胶或双面打胶、增加B组分比例(双组分产品)、更换密封胶等方式解决。硅酮胶表面结皮,可能是由于修整方式不规范引起的。具体包括反复修整胶缝或施胶后曝露于空气中的时间过长,超出密封胶规定的修整时间,导致修整时硅酮胶表面已经开始固化,形成结皮。将胶缝修整后剩余的回收胶再次填入胶缝使用也容易发生表面结皮现象。缩短打胶操作与修整操作之间的间隔时间,将打出的胶尽快修整可有效避免结皮现象。此外,温度过高或干燥、风大的环境会加快硅酮胶的表干过程,容易导致硅酮胶表面结皮。从产业链上来讲,胶粘剂行业市场应用领域也越来越广。浙江玻璃密封胶
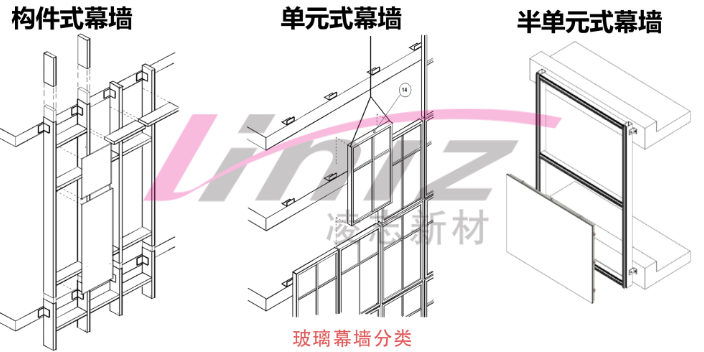
单元式幕墙可以是隐框的设计, 也可以是明框的设计。浙江门窗胶厂商
潮平两岸阔,风正一帆悬。我国胶粘剂行业虽起步较晚,但近年来随着我国国民经济的飞速发展、市场机遇的出现,以凌志为例的胶粘剂企业保持着较快的发展势头。作为一家集研发、生产、销售为一体的综合性精细化gaoxin技术企业,公司全体员工怀着一颗敬畏之心在行业内脚踏实地、埋头苦干,历经二十余年的艰苦创业,成为华东地区有机硅重要的生产基地之一。主要生产硅酮结构胶、耐候密封胶、防火胶、双组分结构胶、双组分中空胶、门窗胶、石材胶、装配式建筑胶、内装胶、工业胶、灌封胶、密封胶条等产品。浙江门窗胶厂商
- 浙江高性能门窗幕墙胶生产厂家 2026-05-01
- 本地门窗幕墙胶品牌 2026-05-01
- 附近门窗幕墙胶厂家报价 2026-05-01
- 江西附近门窗幕墙胶哪里买 2026-05-01
- 凌志门窗幕墙胶厂家供应 2026-05-01
- 浙江防水门窗幕墙胶推荐货源 2026-05-01
- 幕墙胶怎么用 2026-05-01
- 杭州有机硅门窗幕墙胶有哪些 2026-05-01
- 门窗幕墙胶厂家报价 2026-05-01
- 浙江门窗胶品牌 2026-04-30
- 门窗幕墙胶商家 2026-04-23
- 杭州耐候门窗幕墙胶厂家现货 2026-04-23