不锈钢弹簧是化工机械和电子等诸多行业中工作环境要求耐腐蚀,耐高低温,无磁使用的一款的弹性元件,不锈钢弹簧在受载时能产生较大的弹性变形,把机械功或动能转化为弹性势能,而卸载后不锈钢弹簧的变形消失并回复原状,将变形能转化为机械功或动能。不锈钢弹簧有以下特点:表面状态均匀而且美观所制成的弹簧弹性均匀,而且易于弹簧的生产成型可塑性高,抗疲劳强度高,耐热耐腐蚀用户可选择材料的表面状态:裸线、、镀镍弹簧线、镀树脂弹簧线。不锈钢弹簧出厂又分为亮面、雾面、半亮面。客户可根据产品精密美观程度的要求进行选择。无磁性或弱磁性均可使用于电子、家电、工业、民用等产品。是常见的弹簧材料之一。在弹簧生产厂家中,被广泛应用玖胜专业为您提供弹簧设计,计算,研发,定制,来料加工,各种非标弹簧生产,20年弹簧定制经验。东莞进口双边扭簧加工
弹簧热处理的目的就是在于充分发挥材料的潜力,使之达到或接近需要的力学性能,从而保证弹簧在使用状态下长期可靠的工作。玖胜弹簧厂家在选择材料时,会考虑到弹簧的用途,重要程度,使用条件,包括载荷性质,大小及循环特性,工作持续时间,工作温度和周围介质情况等。加工热处理和经济性等因素。同时,也会参照现有设备中使用的弹簧,选做出较为合适的材料。随着机械向高速度,重载荷,质量轻,体积小的方向发展,对弹簧也突出了更高的要求,为了消除不利的剩余应力,改善弹簧表层的应力分布状况,获得高的有效应力,除了在选着材料和热处理中采取措施外,不少弹簧厂家在弹簧的制造中,经常采用机械强化工艺,列如抛丸处理,强压,拉,扭处理等不锈钢304电推剪弹簧加工厂商拉伸弹簧定制-找玖胜拉伸弹簧制作厂家-三天出样。
弹簧在使用过程中会出现弹力不足的原因有哪些?1、不少弹簧厂家在制作非标弹簧时设计制作参数不合理,只注重弹簧外径,内径,长度等参数,往往忽悠了线材横截面积和节距的大小,从而导致弹簧弹力不够2、标准弹簧选型不合理,图价格便宜,选择了较轻截荷类型而无法承受较重截荷,从而导致感觉弹力不够。3、弹簧质量等级弄错,无意或故意把普通弹簧当优良弹簧或进口弹簧使用,从而导致弹簧弹力不够4、超过规定温度使用而导致弹性降低甚至失去弹性。5、弹簧线材本身偏软,或弹簧淬火温度偏低又或者保温时间不够长,弹簧成型后回火温度过高且时间长,导致抗拉压强度低而弹力不够,这才是真正意义上的弹力不够。所以弹簧厂家们在制造弹簧的过程中一定要注意以上问题。
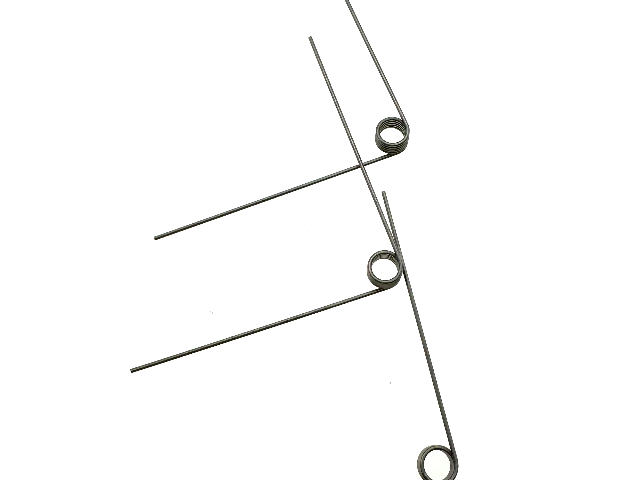
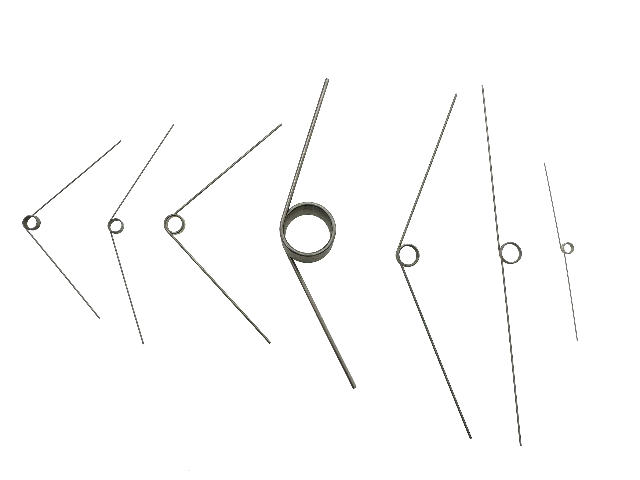
扭转弹簧是生活中常用物品必备的元件,小到玩具、手机、大到飞机军舰都会用到弹簧,随着中国经济的迅速发展到新的高度,中国目前已经进入了大规模的消费时代,中国民众的购买力随着中国市场经济的发展而迅速增长,弹簧使用量也跟着逐渐增加,国内定制弹簧制造相关的技术也慢慢成熟起来。东莞玖胜弹簧生产厂家在弹簧领域已有20余年,是一家集生产、研发、销售一体的弹簧生产厂家。玖胜公司拥有6000平方米的现代化厂房,公司技术力量雄厚,拥有专业工程人员多名,专业技术人员30多名。能为您量身打造品质优良产品。(2)扭转弹簧(TorsionSpring)是所有弹簧类别中设计原理较为复杂的一种,型式变化亦相当多变,故设计时所设计的理论也较为繁琐。因此设计时较难掌握各圈或是紧密围绕或是分开围绕,能适任扭转负荷(与弹簧轴线成直角)。扭转弹簧应用较多的地方有眼镜盒、衣物别针。纸夹笔记本、或者某些握柄复位装置等上面的应用。玖胜品牌凭借其专业的技术团队和先进的生产设备,打造出质量优异的扭转弹簧产品。
弹簧的材质分为很多种,有防锈效果好的,有耐高温的,弹性好的,耐疲劳的,硬度强的,导电性好的。也有强度不高易成型的,易加工弹性略差的。关键还是要看客户的需求来选择相对应的材质。弹簧材质一般分为三大类,不锈钢线,碳钢丝,和铜线,下面详细介绍一下它们的型号、特性、以及应用领域1、不锈钢线分为有磁,无磁,光面,雾面,它的型号有201、202防锈效果一般应用于工艺品,礼品等行业。301防锈效果好,含碳较高弹性好。302、303、304、316防锈效果好,尤其是316盐雾时间长,应用于五金原材料对防锈要求严格的产品。430、410、420、403强度不高易成形,适用于机壳类易加工产品。631耐高温材料,弹性更好,适合高温环境使用。2、碳钢丝分为:低碳钢、SWC5易加工弹性略差。高碳钢、镀镍钢丝、镀锌钢丝,SWC、60SI2CRVA、55CRSI弹性好,硬度高,适用于各种对表面要求不高的环境。猛钢,65MN、60SI2MN弹性更好。琴钢丝SWPB、SWPA弹性好、耐疲劳寿命高,适用于机械,功能性较强的产品,耐疲劳产品。3、铜线分为:磷铜,导电性好,弹性相对较好。镀锡铜,导电性好、易焊锡。青铜,导电性好,弹力较小。漆包铜,导电性好,无弹力。导电性好的产品适用于电线、电阻。弹簧的电镀一般有:镀镍,镀锌,镀银,镀金,镀铬,煲黑。广东电推剪弹簧加工厂家
玖胜弹簧的售后服务完善,为客户提供及时、专业的技术支持。东莞进口双边扭簧加工
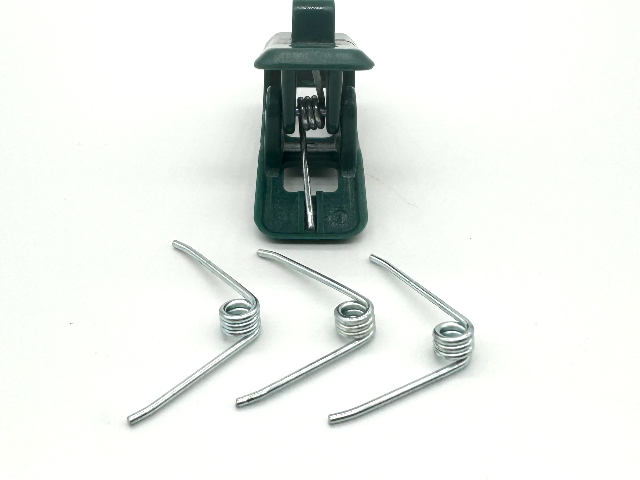
扭转弹簧其工艺和螺旋压缩,拉伸弹簧基本相同,不同的就是端部的加工在小批量生产和扭臂比较复杂的情况下,多数采用手工或半自动的有心轴卷制法成形,然后用公装夹具将扭臂按图样进行加工,大批量生产时,则可在直尾卷簧机和扭簧机上卷制,扭臂不能按图样完成的,在分工序用工装夹具来加工,根据扭转弹簧的特点,在设计和和制造时,还用注意以下两点:1、扭转弹簧端部扭臂在制造时应一次弯曲成形,避免加工疵病和校正整形加工,扭臂加工完后应进行第二次去应力退火。2、目前的扭转弹簧多为密圈,这样在弹簧圈之间就产生了相当于拉伸弹簧的初拉力类似的压紧力,在加载和卸载时会产生摩擦力而出现滞后现象,当加载与旋向相同或者圈数增加时这种倾向增加,另外也给其他表面处理工作带来困难。因此在设计和成形时弹簧圈应该稍微留间隙。在大量生产时,弹簧厂家在有条件的情况下对螺旋拉伸,扭转弹簧的展开,折弯等工序可采用液压,气功等方法去加工。东莞进口双边扭簧加工