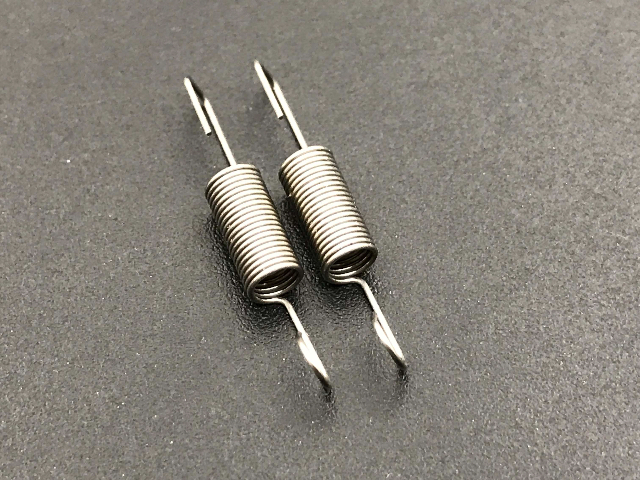
不锈钢拉伸弹簧在清洗的时候要小心弹簧的表面,尽量不要发生表面划伤的情况,这样是防止含研磨剂的洗涤液,钢丝球,研磨工具等对不锈钢弹簧的伤害,在不锈钢弹簧清洗完成之后为了洗掉洗涤液,必须要用洁净水冲洗表面。如果不锈钢弹簧的表面是灰尘和其他的一些容易除掉的污渍,建议用肥皂或者是用温度适中(温水即可)的水清洁,在不锈钢弹簧表面上的标签和贴膜之类的东西需要用温水、弱洗剂来擦洗,如果在不锈钢弹簧的表面是粘结剂或者含有该成分,使用酒精或有机溶液清洗,如果不锈钢弹簧的表面是脂肪、油、润滑油污染建议用柔和的布或纸擦干,在用中性的洗涤剂或着是洗涤药品来清洁。拉伸弹簧的有圆钩环、偏心钩环、长圆钩环、锥形钩环、钩环与螺纹结合等。选择合适的拉伸弹簧很重要。琴钢线拉伸弹簧有哪些公司

在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。东莞不锈钢304拉簧研发拉伸弹簧的寿命受到多种因素的影响,如材质、工艺和使用环境等。

拉伸弹簧的使用寿命,除了取决于制造精度,公道的弹簧结构,良好的热处理效果、正确地选择弹簧机以及拉伸弹簧安装精度之外,更要重视弹簧的准确使用、保养、维护等。针对于此,建议注意以下几点:1、使用拉伸弹簧前必须严格检查,确认无赃物灰尘等,仔细检查,定期的对冲床的转盘和模具安装底座进行检查,以保证上下转盘的同轴精度。2、拉伸弹簧的凸模和凹模刃口磨损时应及时停止使用,及时刃磨,否则会迅速扩大模具刃口的磨损程度,减少模具的使用寿命,降低弹簧质量。3、按照模具的安装程序将凸凹模在转盘上安装好,保证凸凹拉伸弹簧的方向一致,尤其是具有方向要求的拉伸弹簧更要细心,以免弄错。4、弹簧加工职员在安装模具时应使用较软的金属制成操纵工具,防止安装过程中敲、砸时损坏拉伸弹簧。5、想使拉伸弹簧的寿命长久一些,就应该定期的对模具弹簧进行更换,防止劳损影响拉伸弹簧使用寿命。
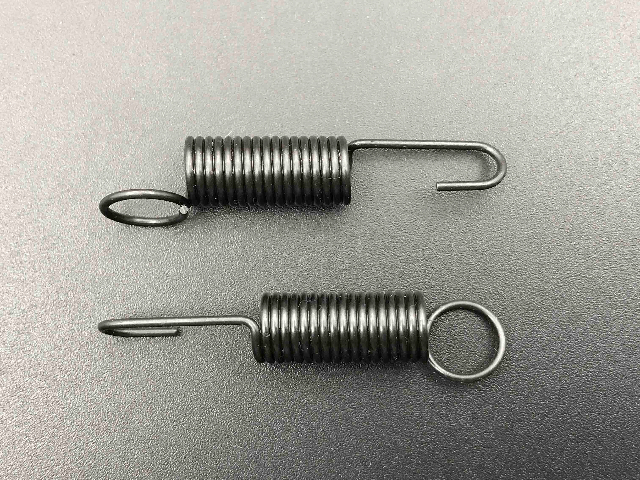
拉伸弹簧在使用过程中需要进行固定,常见的拉伸弹簧固定方式有以下几种:1.钩子固定钩子固定是最常见的拉伸弹簧固定方式,即将弹簧两端弯成半圆形成钩子,通过将钩子嵌入直线通孔或圆形通孔中进行固定。这种固定方式简单方便,适用范围广,但是不太牢固,容易造成弹簧自由度降低的问题。2.环形固定环形固定是将弹簧两端弯成环形,通过将环形穿过固定座或固定轴上的穿孔进行固定。这种固定方式相对较牢固,适用于弹簧负载要求较高的场合,但需要注意弹簧环形外径不能超过固定孔的直径。3.嵌槽固定嵌槽固定是将弹簧两端弯成嵌槽形状,在固定座或固定轴上的嵌槽中进行固定。这种固定方式可有效控制弹簧的自由度,适用于弹簧使用过程中需要保持形状和位置的场合。4.销子固定销子固定是在弹簧两端各钻一个孔,在固定座或固定轴上钉上两个销子将弹簧固定。这种固定方式比较精确可靠,适用于弹簧需要严格固定位置的场合,但需要注意孔径要与销子匹配,否则易造成强度不足或固定不牢。我们知道您关心的是质量:20年专注耐疲劳弹簧的生产定制厂家,良品率在99.8%以上!

一、弹簧的热处理工艺流程总览:弹簧的热处理工艺流程主要由淬火和回火两个部分组成。其中淬火能够增加弹簧的硬度和强度,而回火则能够降低弹簧的脆性并调整机械性能。二、弹簧的淬火工艺1.加热:将弹簧放置在加热炉中进行预热,以达到规定的热处理温度。2.淬火:将已预热好的弹簧放置到淬火介质中进行淬火。通常选择水或油作为淬火介质,因为这两种介质具有快速冷却的能力,可以获得更高的硬度和强度。3.温度调节:淬火后的弹簧通常需要经过温度调节以消除淬火过程中产生的残余应力。一般来说,调节温度为350℃左右,温度保持时间视弹簧的规格和材料而异,通常为30至60分钟。4.表面处理:淬火后的弹簧表面常常会出现很多裂缝和微小的缺陷,需要进行表面处理,如去除铁锈和氧化皮,打磨等。在我们使用弹簧的过程中要注重弹簧的保养,防止其出现腐蚀等现象,这样才能保障弹簧使用的更加长久。广东不锈钢304拉簧供应
玖胜弹簧生产厂家,落实贯彻ISO9001质量管理体系。琴钢线拉伸弹簧有哪些公司
弹簧加工中常见问题及处理:1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。 2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。 3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。 4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。琴钢线拉伸弹簧有哪些公司