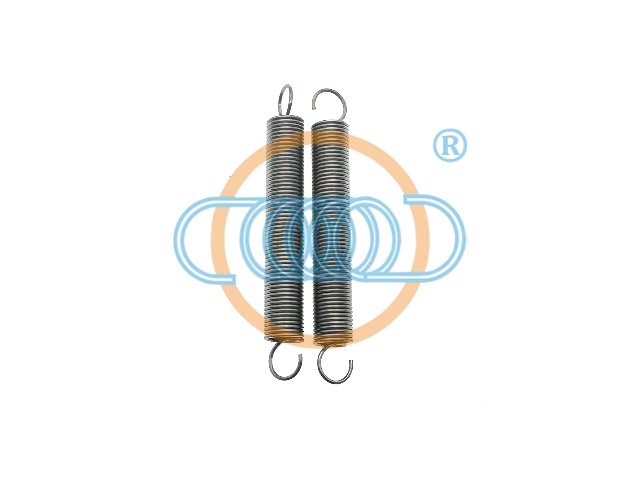
拉伸弹簧设计的关键要素:1、所需具备的拉力,也就是能够负荷的重量,由此来决定拉簧的材质和线径和可调长度。2、空间范围,知道了空间范围,就可以决定拉簧的外径,自由长和圈数。拉伸弹簧的作用,拉伸弹簧主要用于日用五金配件。屋子里的灯具、热水器、电子秤、插座等都涉及到拉伸弹簧的使用。拉伸弹簧在电子电器行业中也占有一席之地如吸尘器、洗衣机、电视机、照相机等。工艺设计的配件中也包含一些拉伸弹簧的使用如玩具、手袋、皮具等小工艺品。在工业和汽车领域都有应用如矿山机械、工程机械等各种机械。弹簧的拉力虽然很小但作用力还是挺大的,对一些仪器可以起到减震的作用从而保护仪器。拉伸弹簧对使用环境的要求不高因而使用范围较广,在耐腐蚀、高低温的环境中都可以工作。 弹簧在进行选购的时候不要太过盲目的挑选。要确定自己个人的使用需求以及适用的环境和弹簧厂家进行沟通。广东琴钢线拉力弹簧供应商
不锈钢拉伸弹簧在清洗的时候要小心弹簧的表面,尽量不要发生表面划伤的情况,这样是防止含研磨剂的洗涤液,钢丝球,研磨工具等对不锈钢弹簧的伤害,在不锈钢弹簧清洗完成之后为了洗掉洗涤液,必须要用洁净水冲洗表面。如果不锈钢弹簧的表面是灰尘和其他的一些容易除掉的污渍,建议用肥皂或者是用温度适中(温水即可)的水清洁,在不锈钢弹簧表面上的标签和贴膜之类的东西需要用温水、弱洗剂来擦洗,如果在不锈钢弹簧的表面是粘结剂或者含有该成分,使用酒精或有机溶液清洗,如果不锈钢弹簧的表面是脂肪、油、润滑油污染建议用柔和的布或纸擦干,在用中性的洗涤剂或着是洗涤药品来清洁。拉簧多少天交货玖胜拉伸弹簧的售后服务完善,为客户提供及时、专业的技术支持。
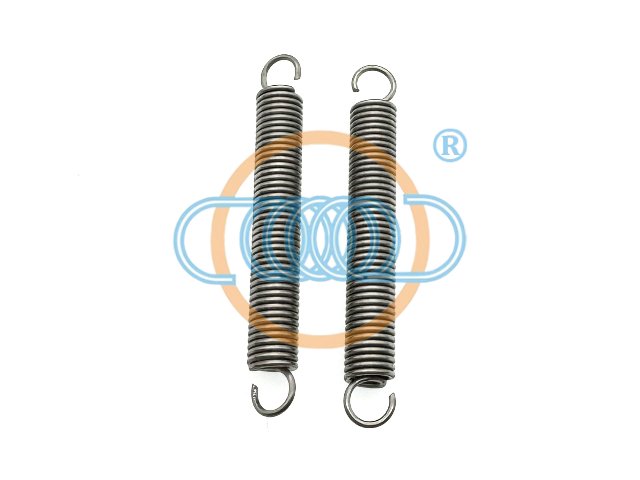
在当今的市场上,许多行业配件都用到拉伸弹簧,拉伸弹簧总共有三种说法,它们是:拉伸弹簧,拉力弹簧,拉簧。拉伸弹簧是承受轴向拉力的弹簧。拉伸弹簧一般由圆形材料制成。当不受拉力时,拉伸弹簧圈与圈之间是没有间隙。拉伸弹簧与其他弹簧的区别:拉伸弹簧的两端都是用钩子做的。拉伸弹簧的挂钩用于保证拉伸弹簧的拉力来源。拉力弹簧的原理与压缩弹簧的原理不同,压弹簧在受压时起反作用。拉伸弹簧在被拉或拉伸时试图把它们拉回一起。
盐雾测试是一种主要利用盐雾试验设备所创造的人工模式盐雾环境条件来考核产品或金属材料耐腐蚀性能的环境试验。它分为两大类,一类为天然环境暴露试验,另一类为人工加速模式盐雾环境试验。人工模式盐雾环境试验是利用一种具有一定容积空间的试验设备,在其容积空间内用人工的方法,造成盐雾环境来对产品的耐盐雾腐蚀性能质量进行考核。它与天然环境相比,其盐雾环境的氧化物的盐浓度,可以是一般天然环境盐雾含量的几十倍,使腐蚀速度提高,对产品进行盐雾试验,得出结果的时间也会缩短。如在天然暴露环境下对某产品进行试验,待其腐蚀可能要一年,而在人工模式盐雾环境条件下试验,只要24小时,即可得到相似的结果。人工模式盐雾试验又包括中性盐雾试验、醋酸盐雾试验、铜盐加速醋酸盐雾试验,交变盐雾试验。玖胜生产的拉伸弹簧采用了先进的热处理工艺,提高了其耐久性。
弹簧加工中常见问题及处理:1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。 2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。 3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。 4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。拉伸弹簧的寿命受到多种因素的影响,如材质、工艺和使用环境等。耐疲劳拉力弹簧好不好用
拉伸弹簧的负载能力直接影响到设备的工作效率。广东琴钢线拉力弹簧供应商
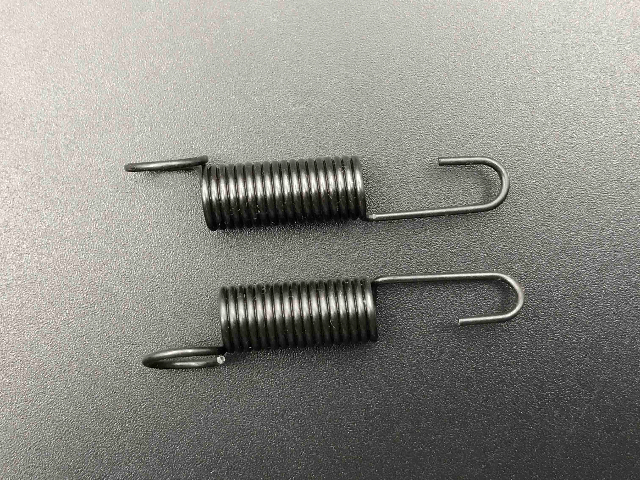
为什么弹簧要进行镀锌处理?(1)一般镀锌层镀后经钝化处理,钝化可提高镀层的保护性能和增加表面美观。(2)锌与镉镀层的厚度决定着保护能力的高低。厚度的大小一般应根据使用时工作环境来选择,镀锌层厚度推荐在6~24/μm范围内选取;镀镉层厚度推荐在6~12/μm范围内选取。弹簧镀锌的作用(3)弹簧的镀锌和镀镉是在电解液中进行的,在电镀过程中,除镀上锌或镉外,还有一部分还原的氢渗入到镀层和基体金属的晶格中去,造成内应力,使弹簧上的镀层和弹簧变脆,也叫氢脆。(4)由于弹簧材料的强度很高,再加上弹簧成形时的变形很大,因此,对氢脆特别敏感,如不及时去氢,往往会造成弹簧的断裂,为了消除电镀过程中产生的一些缺陷,改善弹簧的物理化学性能,延长弹簧的使用寿命,提高镀层的抗蚀能力,必须进行镀后处理,即除氢处理。(5)除氢处理是在电镀后,立即或者在几小时之内进行。将电镀后的弹簧在200~215℃的温度中,加热1~2h(或2h以上),即可达到除氢的目的。广东琴钢线拉力弹簧供应商




