给袋式包装机在工作时膜料易偏移并无法正常送料。这种情况下应该怎么调整呢?有厂家技术人员表示,在设备中如遇到膜料偏移,经调整膜卷位置和张力平衡杆均无效的情况下,可通过调整上三角板的角度来解决这一问题。另外,如果是上层膜料偏离夹料链条,可将上三角板向顺时针方向调整;下层膜料偏离夹料链条,可将上三角板向逆时针方向调整。收缩机升温缓慢或无法升至较高温度。这种情况是出于什么原因呢?据悉,加热器的线路是主电源线经过一个吸磁开关再到电热管,所以遇到收缩机升温缓慢或无法升至较高温度的情况,应先检测吸磁开关各接点是否正常。一般而言,如果线路没有通过其中一个相位,就会出现以上现象;如果吸磁开关正常,可再检查电表,看各相位与机器的欧姆值是否相同;如各相位均接通但线路或电热管仍然异常,则需更换加热器。在追求食品安全和品质的时代,真空包装机成为了食品行业的得力助手。福建全自动包装机生产商

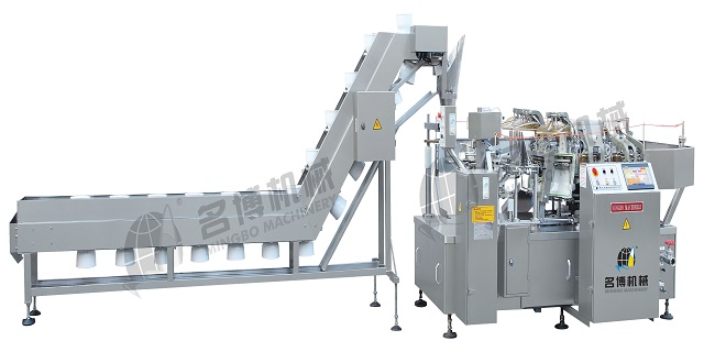
全自动给袋式真空包装机由预制袋开始,根据物料情况确定不同的工位功能,整体工作流程包括:上袋,(用上取下方式,送到机夹无袋报警)、预留(可用于其他功能如打码机的安装)、开袋(开袋检测,不开袋不落料)、下料(检测:物料不填充、热封不封口)、捅料(根据物料情况制作不同的捅料头)、预留(可用于其他功能如袋口处理装置的安装)、转袋至真空环节,具体工位可根据客人具体要求设计及配备所需要的配件。包装全过程基本无需人工作业,一人可管控多台全自动给袋式真空包装机,有效的提高了生产效率,为企业节约了人工费用及管理费用,大幅降低了成本。湖北颗粒包装机直销全自动包装机可以实现多种包装形式,如枕式包装、立式包装等。

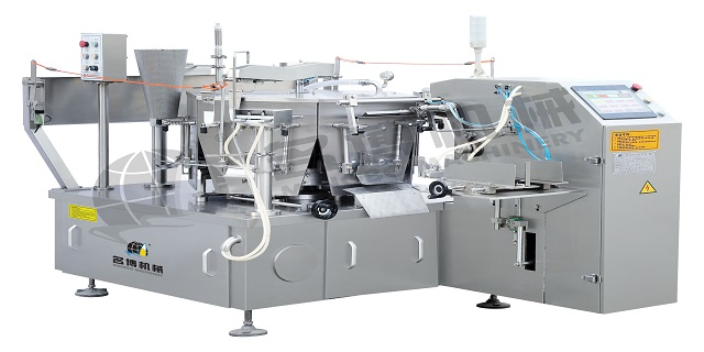
粉剂给袋式包装机主要性能和特点:包装范围广:适用各种状态、性质的粉剂;操作方便:采用PLC控制,人机界面操作系统,使操作直观方便;调节方便:更换品种约在十分钟以内完成;粉剂给袋式包装机适用不同类型的包装袋;完善的预防系统,保障成品率,不浪费袋子及物料;机器包装部位采用不锈钢材料,保证物料的卫生与安全,符合GMP标准。自动化程度高:在称量、包装过程实现无人化,出现故障自动报警;部分采用进口工程塑料,无需加油,减少对材料的污染;采用无油真空泵,避免污染生产环境;采用防水设计可以用水冲洗,降低清洗难度,提高机器使用寿命。
给袋式包装机一般是指的客户已经有成型的袋子,设备需要通过机械手对客户的已经成型的袋子取***袋,然后包装盒封口。这种包装方式扩大了客户选择袋子的余地和减少了包装环节中的细菌污染,减少了人工使用,但是价格比较高。一般适用于大型自动化的生产。制袋式的包装机,设备上放的是卷膜,而不是袋子,通过设备上的制袋器制成袋子,一般是三边封或者四边封还有背封这样的样式。相对于给袋式包装机价格要低一些,但是袋子类型比较单一。真空包装机的广泛应用不仅推动了食品工业的发展,也为人们带来了更加健康、美味的食品享受。

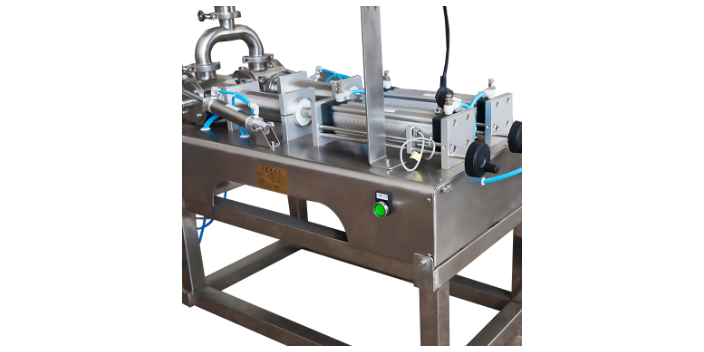
颗粒状灌装机适用于医药、食品、化工、农药等行业的小袋包装,特别适用于颗粒药物、砂糖、咖啡和水果等精细颗粒的生产。颗粒灌装机由于其在技术、设计和结构之上的优势,在颗粒产品的包装生产线之中起着非常重要的作用。一台好的颗粒灌装机不仅可以提高包装产品的质量,还能有效地提高企业的生产效率,**减轻了生产企业的生产压力,为企业带来更多的效益。那么,面对市场之上种类繁多的颗粒充填机,用户如何选择确保选择高质量的设备呢?在这一点之上,小编分享了“三看”原则:先看产品的稳定性。裕东小编表示,之所以将产品稳定性作为主要购买点,是因为颗粒灌装机的稳定性将直接影响包装精度和产品质量。因此,在选择颗粒灌装机时,用户需要选择高质量、高稳定性的颗粒充填机。他们可以先对机器进行测试,运行一段时间之后确定购买,以确保所选设备能够真正监督包装工作,确保包装精度和质量的稳定控制。真空包装机的节能环保特性符合现代工业发展的要求。福建固体颗粒包装机供应
包装机的多样化使得定制化包装成为可能,满足特定客户的需求。福建全自动包装机生产商
必须改变传统的包装机械设计及开发模式,在设计阶段考虑到使包装机械在其全生命周期中(设计、加工制造、装配、使用、维修直至废弃后处理处置过程)对环境无影响或影响小化、资源低耗、易于回收等“绿色特征”,以提升我国包装机械的竞争力。印刷用油墨在内的关键原材料及其供应方目录应进行备案,以便对批量生产的食品包装/容器类产品进行监督控制,使消费者能够买到保证安全、放心的产品。因为千千万万消费者每天要食用的食品、药品,必须使用不能保护内容物不受病毒、病菌污染的软塑包装材料,还要求软塑包装材料本身符合安全卫生的规定,避免包装材料污染所包装的食品、药品,故保证食品包装的卫生安全性乃是当务之急。21世纪包装机发展趋势真空包装技术起源于20世纪40年代。自1950年聚酯、聚乙烯塑料薄膜成功地应用于商品包装以来,真空包装机便得到迅速的发展,其技术发展趋势主要体现在高生产率、自动化、单机多功能、组成生产线、采用相关新技术这5个方面。1、高生产率。真空包装机的生产率已从每分钟数件发展到数10件,热成型—充填—封口机的生产率可达500件/分以上。2、自动化。全自动真空包装机具有抽真空、封口、印字、冷却一次性完成之功能。福建全自动包装机生产商