- 品牌
- 新佳塑美
- 型号
- C201
- 类型
- 颗粒状清洗料
- 用途类型
- 螺杆清洗剂
- 产地
- 中国
- 厂家
- 东莞市品越塑料新材料有效公司
如果设备长时间停机,建议在每次停机时都进行螺杆清洗,以防止残留物在螺杆上积聚并导致后续生产问题。 此外,当从一种颜色或材料过渡到另一种颜色或材料时,使用螺杆清洗剂也是有益的,以确保螺杆的清洁和生产的顺利进行。 综上所述,螺杆清洗剂的使用频率应根据生产情况、使用频率和生产品质等因素进行灵活调整。在常规情况下,建议每10到20天更换一次螺杆清洗剂或每周进行一次清洗。但在特殊情况下,如生产特殊材质产品、高频率使用设备或发生产品质量问题时,可能需要增加清洗剂的使用频率。同时,也要注意在每次设备停机时清洗螺杆,以保持其清洁状态。螺杆清洗剂是注塑机生产中不可或缺的辅助材料。流延机螺杆清洗剂怎么样
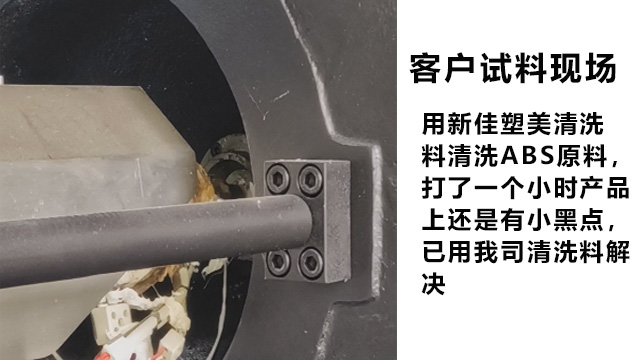
为了达到比较好清洗效果,可以在清洗过程中适时停止螺杆转动,让清洗剂充分渗透和溶解污染物。 清洗完成后,用清水冲洗螺杆和相关部件,确保清洗剂完全除去,避免残留物对生产造成不良影响。 综上所述,螺杆清洗剂的清洗时间需要根据具体情况来确定,一般建议在15至30分钟之间。同时,需要注意清洗时间不宜过短或过长,以免影响清洗效果或对螺杆表面造成损害。选用正确的清洗剂:塑料原料不应用来清洗机器,更不能代替螺杆清洗剂。使用新的塑料或回收料清洗螺杆既耗时又浪费,且不能很好地去除颜料和碳化污染。市场上有很多螺杆清洁剂,使用效果好坏不一。根据不同的厂家及生产情况,可以选择使用不同的树脂作为螺杆清洁料,以节省成本。北京吹塑机螺杆清洗剂洗黑点螺杆清洗剂适用于不同材质和颜色的注塑机螺杆清洗。

螺杆清洗剂是一种专门设计的清洗剂,它通过化学反应与螺杆表面的污垢、油脂和锈蚀物质反应,将其分解、分离出来,从而达到清洁的目的。主要成分包括碱性成分、表面活性剂、融解剂、缓蚀剂和添加剂等,每种成分都发挥着特定的作用,共同确保螺杆清洗剂的高效和安全性。 在使用螺杆清洗剂时,需要遵循产品说明和安全操作规程,确保清洗过程的有效性和安全性。此外,不同类型的螺杆清洗剂可能具有不同的使用方法和要求,因此比较好根据产品说明进行操作。
用螺感清洗料清洗,按以下步骤,若螺杆未干净,继续按以下步骤清洗,直到螺杆干净无杂点为止。1.将注塑机内的材料排出,将料斗清理干净2.根据用途选择螺杆清洗剂的牌号,并根据推荐用量称取对应数量的清洗料投入料斗。3.检查各区温度,如果在螺杆清洗剂的工作范围内,建议直接在该温度下清洗;如果超出工作温度范围,应该把各区的实际温度调整到工作温度范围内4.启动螺杆把螺杆清洗剂排出,用肉眼观察排出物,当射出物全部替换为清洗料后,停机进行塑化,清洗料在螺杆中滞留 5-8分钟对螺杆进行渗透后,高射速、高射压点动喷射出清洗料。依次循环操作3-4次,每次需停留时间5-8分钟反应,直到把料筒里的清洗料全部射完。5.继续启动螺杆,直至排出物外观完全干净,没有黑点和杂色:重点清洗喷嘴部分直到彻底干净。6.往料筒内投入接下来生产要使用的材料,启动螺杆将螺筒内的残余清洗料置换出来,开始正式生产。如果清洗温度与正式生产的温度不一致,应事先调整到正式生产的温度。使用螺杆清洗剂可以显著提高注塑机的生产效率,减少停机时间。

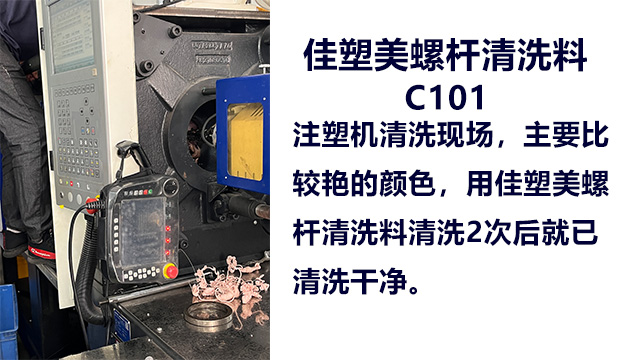
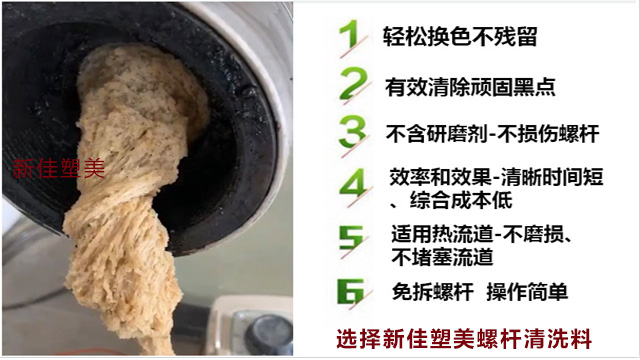
在现今注塑行业不断扩展的时代,在生产中转色换料中怎么能节省时间,节省材料浪费是企业一直在研讨的话题,普通的清洗方法是原有材料或水口进行清洗螺杆这方法看起来节约成本,实际浪费时间还清洗不彻底。使用螺杆清洗剂可以很大的节省清洗时间、材料浪费及人工浪费,也节省能源的损耗,提示设备的使用率。清洗料直接加入料筒使用,无需烤干或添加其他材料一起使用。使用温度:180℃-300℃左右,请注意,不同的螺杆清洗剂可能具有不同的化学成分和特性,因此在使用之前,建议仔细阅读产品说明,确保所选的清洗料与您的设备和部件兼容。此外,遵循制造商的使用说明和安全指南也是非常重要的,以确保清洗过程的安全和有效。螺杆清洗剂还可用于机器停机保养,避免停机后产生碳化物导致浪费很多原材料。上海通用型螺杆清洗剂转色换料
不锈钢电解抛光后的表面光滑度可达到镜面级别,使得产品外观更加亮丽、精致。流延机螺杆清洗剂怎么样
尽量减少初始污染量 在假日停工后,残留在螺杆上的碳化污染会花费注塑厂大量的时间和材料来清洗。使用含玻纤的螺杆清洗剂来处理这种碳化污染能够明显减少停机时间并有效去除开机时的碳化污染物。停机时做好机器密封 除了定期和预防性的维护清洗外,还应使用热稳定的螺杆清洗剂进行停机储料密封,尤其是在节假日。在停机期间,炮筒内的氧气会导致残留聚合物降解和碳化,导致机器停机时间延长甚至报废。螺杆清洗剂能够在停机期间很好地保护螺杆和炮筒不被污染,假期结束之后能够让注塑机迅速进入生产模式。选择正确的温度耐受清洗剂 随着高温塑料市场份额的扩大,我们也需要用对应的高温螺杆清洗剂来使用。所以在选择螺杆清洗剂的时候,一定要留心适用的温度范围,避免选错 流延机螺杆清洗剂怎么样
- 浙江螺杆清洗剂怎么样 2024-10-30
- 江苏通用型螺杆清洗剂批发厂家 2024-10-30
- 广州流延机螺杆清洗剂多少钱 2024-10-30
- 北京强力型螺杆清洗剂转色 2024-10-30
- 上海吹瓶机螺杆清洗剂价格 2024-10-30
- 北京通用型螺杆清洗剂哪家好 2024-10-30
- 湖南强力型螺杆清洗剂换色 2024-10-30
- 吹塑机螺杆清洗剂批发 2024-10-30
- 东莞强力型螺杆清洗剂直销 2024-10-30
- 上海吹瓶机螺杆清洗剂洗黑点 2024-10-29
- 广东注塑机螺杆清洗剂转色换料 2024-10-29
- 浙江通用型螺杆清洗剂批发 2024-10-29