- 品牌
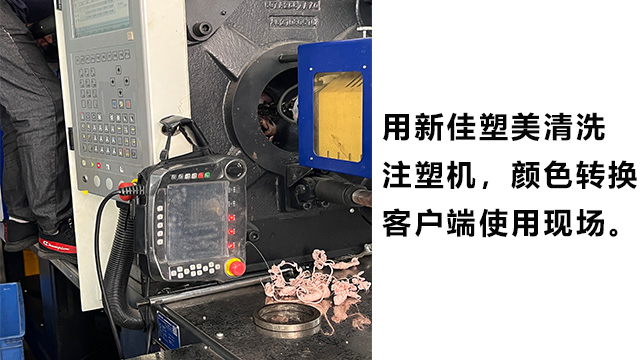
- 新佳塑美
- 型号
- C201
- 类型
- 颗粒状清洗料
- 用途类型
- 螺杆清洗剂
- 产地
- 中国
- 厂家
- 东莞市品越塑料新材料有效公司
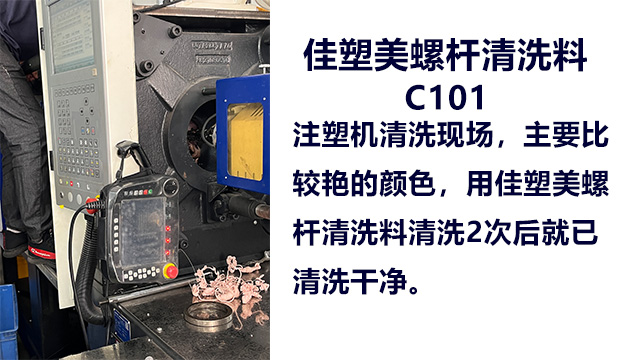
使用用于的吹膜机螺杆清洗剂具有诸多优势。首先,它能够快速溶解螺杆上的残留物,提高清洗效率。其次,清洗料具有良好的流动性和渗透性,能够深入螺杆内部进行清洗,确保清洗效果。此外,一些清洗料还具有环保、无毒、无腐蚀性等特点,对设备和人体安全无害。这些优势使得用于的吹膜机螺杆清洗剂成为塑料加工企业的理想选择。这些参数包括清洗速度、清洗效果、适用范围、工作温度等。例如,新佳塑美的螺杆清洗剂适用于温度在180度至315度之间的螺杆清洗工作,也有低温用于的清洗料,且使用量随螺杆和料管的大小而定。在选择清洗料时,可以根据设备的实际情况和生产需求来选择具有合适性能参数的清洗料。同时,还需要注意清洗料的保质期和储存条件等细节问题。螺杆清洗剂在注塑机换料时能够迅速去除旧料残留,确保新料质量。东莞吹瓶机螺杆清洗剂转色换料

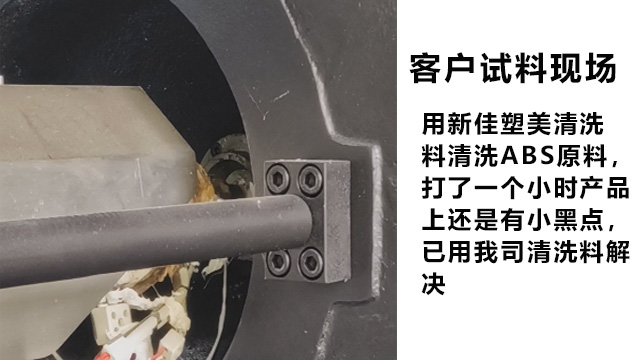
在吹膜机的日常运行中,螺杆的清洁度对生产效率和产品质量至关重要。因此,使用用于的吹膜机螺杆清洗剂显得尤为重要。这种清洗料能够快速、有效地去除螺杆上残留的塑料、油污和积碳,确保螺杆在换色、换料或停机保养时保持清洁。通过选择正确的清洗料,可以节省清洗时间和材料,提高生产效率。在选择吹膜机螺杆清洗剂时,需要考虑螺杆的材质、生产工艺以及生产环境等因素。不同的清洗料具有不同的适用范围和清洗效果。例如,一些清洗料适用于高温环境,而另一些则适用于特定类型的塑料。因此,在选择清洗料时,建议咨询专业人士或参考产品说明。同时,在使用清洗料时,需要按照正确的操作方法进行,以确保清洗效果和生产安全。东莞黑点积碳螺杆清洗剂品牌螺杆清洗剂是一种高性能热塑性清洗化合物,适用于清洗塑胶的注塑、挤压及吹塑成型机的螺杆和料筒。

为了达到比较好清洗效果,可以在清洗过程中适时停止螺杆转动,让清洗剂充分渗透和溶解污染物。 清洗完成后,用清水冲洗螺杆和相关部件,确保清洗剂完全除去,避免残留物对生产造成不良影响。 综上所述,螺杆清洗剂的清洗时间需要根据具体情况来确定,一般建议在15至30分钟之间。同时,需要注意清洗时间不宜过短或过长,以免影响清洗效果或对螺杆表面造成损害。选用正确的清洗剂:塑料原料不应用来清洗机器,更不能代替螺杆清洗剂。使用新的塑料或回收料清洗螺杆既耗时又浪费,且不能很好地去除颜料和碳化污染。市场上有很多螺杆清洁剂,使用效果好坏不一。根据不同的厂家及生产情况,可以选择使用不同的树脂作为螺杆清洁料,以节省成本。
螺杆清洗剂主要用于清洗塑料加工设备中的螺杆和料筒,去除残留的塑料和其他杂质。以下是一些常见的可以用螺杆清洗剂的材料类型: 聚乙烯(PE): 聚乙烯制成的洗螺杆具有良好的耐腐蚀性、抗磨性和抗腐蚀性能,适用于加工塑料、橡胶、纺织品等。 聚丙烯(PP): 聚丙烯螺杆清洗剂材质为聚丙烯颗粒,具有无毒、无味、高温抗性、高动态摩擦系数等特性。 工程塑料: 如PC(聚碳酸酯)、PA(尼龙或聚酰胺)等工程塑料,这类材料具有强度高、耐磨性好、不易变形等特点 。 POM(聚甲醛): POM螺杆清洗剂材质为POM颗粒,具有高硬度、耐磨性、耐腐蚀等特点。 其他热塑性塑料: 螺杆清洗剂也适用于清洗加工其他热塑性塑料的设备,如ABS、PS、TPE、PVC等。这些塑料材料在注塑、挤出等加工过程中可能会在螺杆和料筒上留下残留物,螺杆清洗剂可以有效地去除这些残留物。使用螺杆清洗剂可以延长螺杆的使用寿命,提高其工作效率。
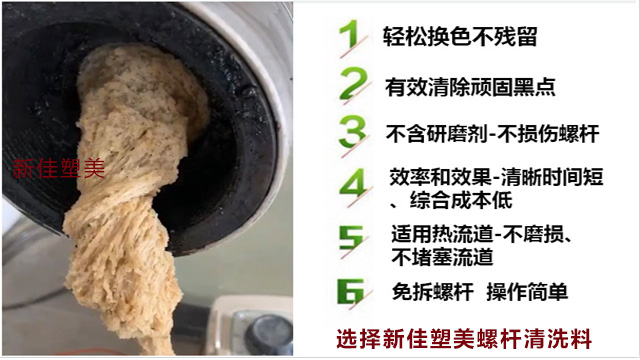
身为清洗料,首先自身是不能对螺杆有腐蚀,以聚乙烯、聚苯酯等为主要材料的洗料酸性不强,腐蚀性小,对金属不构成损害;其次要能彻底除掉螺杆上的前料和前料留下的炭化黑色物质,洗料的熔融温度要比前料高,这样才能将残留的前料融化除去;还要保证自己全身而退,不残留在螺杆上,洗料自身不能和原料一样发生炭化。除此之外,清洗料还要用量少、效率高、污染少、适用性要广,为加工节约材料成本和时间成本。有了洗料可不是说洗螺杆就像洗衣服洗碗一样简单,即使有了清洗剂清洗螺杆也是一项复杂的工序。一般的步骤是: 1)选用合适的产品型号 2)先尽量排空料筒内残留的前一成型材料 3)投入洗料,将螺杆设在前进挡,转动螺杆挤出材料,直到前一材 料完全清洗干净 4)挤出洗料,用后一成型材料完全置换洗料。这其中还涉及到温度背压,速度等的调节,温度要达到洗料的熔融温度,调节背压让注射机先快速冲出残留物质,在调节合适速度让洗料能充分清洗螺杆。好的清洗料,配合专业的操作方法才能将螺杆清洗完成完成清洗的螺杆在不使用的时候还要进行涂油,做好保养工作能延长使用寿命,节约成本。不锈钢电解抛光后表面的光滑度与镜面效果可以长久保持,不易出现划痕和磨损等现象。湖南强力型螺杆清洗剂怎么样
螺杆清洗剂是注塑机生产中不可或缺的辅助材料。东莞吹瓶机螺杆清洗剂转色换料
用螺感清洗料清洗,按以下步骤,若螺杆未干净,继续按以下步骤清洗,直到螺杆干净无杂点为止。1.将注塑机内的材料排出,将料斗清理干净2.根据用途选择螺杆清洗剂的牌号,并根据推荐用量称取对应数量的清洗料投入料斗。3.检查各区温度,如果在螺杆清洗剂的工作范围内,建议直接在该温度下清洗;如果超出工作温度范围,应该把各区的实际温度调整到工作温度范围内4.启动螺杆把螺杆清洗剂排出,用肉眼观察排出物,当射出物全部替换为清洗料后,停机进行塑化,清洗料在螺杆中滞留 5-8分钟对螺杆进行渗透后,高射速、高射压点动喷射出清洗料。依次循环操作3-4次,每次需停留时间5-8分钟反应,直到把料筒里的清洗料全部射完。5.继续启动螺杆,直至排出物外观完全干净,没有黑点和杂色:重点清洗喷嘴部分直到彻底干净。6.往料筒内投入接下来生产要使用的材料,启动螺杆将螺筒内的残余清洗料置换出来,开始正式生产。如果清洗温度与正式生产的温度不一致,应事先调整到正式生产的温度。东莞吹瓶机螺杆清洗剂转色换料
- 浙江螺杆清洗剂怎么样 2024-10-30
- 江苏通用型螺杆清洗剂批发厂家 2024-10-30
- 广州流延机螺杆清洗剂多少钱 2024-10-30
- 北京强力型螺杆清洗剂转色 2024-10-30
- 上海吹瓶机螺杆清洗剂价格 2024-10-30
- 北京通用型螺杆清洗剂哪家好 2024-10-30
- 湖南强力型螺杆清洗剂换色 2024-10-30
- 吹塑机螺杆清洗剂批发 2024-10-30
- 东莞强力型螺杆清洗剂直销 2024-10-30
- 上海吹瓶机螺杆清洗剂洗黑点 2024-10-29
- 广东注塑机螺杆清洗剂转色换料 2024-10-29
- 浙江通用型螺杆清洗剂批发 2024-10-29