
- 品牌
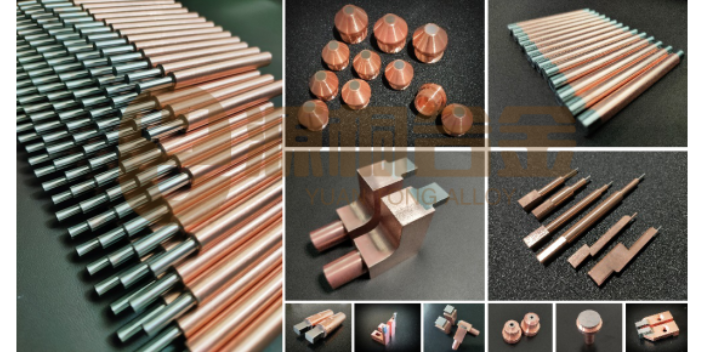
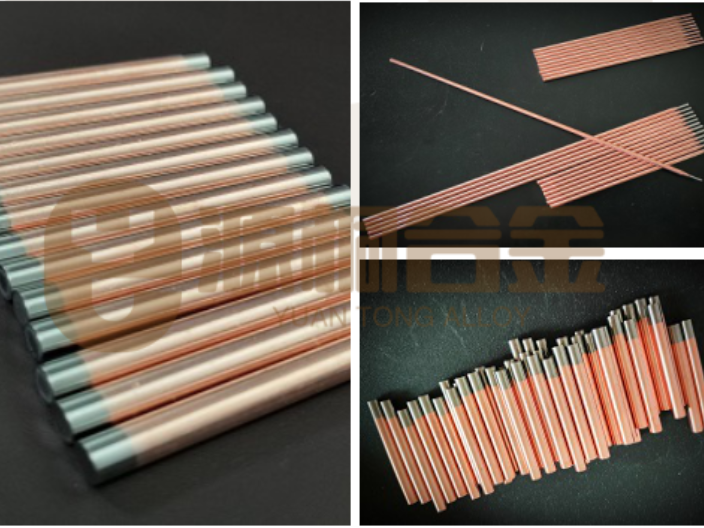
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
我公司适用于铜电触头应用的钨铜采用独有**技术真空熔渗生产,压制工艺控制高的强度钨骨架,并在真空之下将铜充填于骨架的孔隙之内组成复合材料,其高熔点骨架保证触头的耐压强度、抗电弧烧蚀,铜不仅提高导电、导热和改进加工性能,而且在电弧高温蒸发时可吸收大量电弧热量,改善使用条件和降低电蚀作用。电触头材料多采用铜、钨等电工合金,电极材料的优点在短期内是其他材料不可替代的。晶体压封膜电极示例晶体压封模电极是应用缝焊技术来焊接封装器件,光学器件,传感器件,微机电系统器件的设备。通常焊接是在氮气或者真空下完成。为了保证气密性,设备因素之外封焊电极也是一个关键技术。平行封焊是电子器件封装体跟盖板长久联结的一种方式,本质上是属于密封焊。封焊几乎是电子封装后面一步重要工艺,良好的密闭效果可以免除外部对内部器件的污染从而提升电子元器件的使用寿命。源桐公司压封模的材料上采用优良的稀土铜合金,再配以精细的加工,为客户提供性能优良的封焊电极。本公司的高性能铜合金材料具有极好的导电、导热性,以及强度高、硬度高、耐磨性高、抗熔粘性高和高温热稳定性等特点,可媲美进口材料,不仅模具的使用寿命长,而且可以提高生产效率。电阻焊电极的类型和特点。海南耐用电阻焊电极哪里有卖的
电阻焊电极
电阻焊接的设备有哪些?1.交流电阻焊机:这种焊机采用交流电源,主要用于焊接厚金属板或管材。它的优点是焊接速度快,焊接质量稳定,能够焊接较厚的材料。2.直流电阻焊机:这种焊机采用直流电源,主要用于焊接薄金属板或细金属线。它的优点是能够精确控制电流,适用于精密焊接。3.逆变电阻焊机:这种焊机采用逆变电源,具有高效率、节能、体积小、重量轻等优点,是现代焊接工艺中的一种重要设备。操作电阻焊接设备时需要注意以下几点:1.操作前需要了解焊接设备的结构、工作原理、安全操作规程和注意事项。2.操作时需要穿戴防护用具,如防护眼镜、防护手套等。3.焊接前需要进行检查,确保焊接设备和工具处于良好状态。4.焊接时需要根据材料厚度、材质、焊缝大小等因素选择合适的电流、电压和焊接时间。5.焊接完成后需要检查焊接质量,如焊缝是否平整、有无气孔、有无裂纹等。6.操作后需要清理现场,确保设备和工作场所整洁。7.需要定期对焊接设备进行检查和维护,确保其正常运转。 福建定做电阻焊电极收购价电阻焊电极分铬锆銅电极、铍镍銅电极、铍钴銅电极和高钨銅电极。

电阻焊电极是用于电阻焊接的工具,通常由导电材料制成,如铜、铝、钨等。电阻焊电极的作用是将电流传递到焊接部位,使其加热并熔化,从而实现焊接。电阻焊电极的形状和尺寸根据不同的焊接需求而有所不同,常见的有点焊电极、轮廓焊电极、切割电极等。电阻焊电极的质量和使用寿命对焊接质量和生产效率有重要影响,因此需要定期检查和维护。电阻焊电极的原理是利用电流通过电极和工件之间的接触面,产生局部高温,使工件表面熔化并与电极接触面融合,从而实现焊接的目的。电阻焊电极通常由导电材料制成,如铜、钨等,其形状和尺寸根据焊接工件的形状和大小而定。在焊接过程中,电极通过电流加热,将热量传递给工件,使其局部熔化,形成焊接接头。电阻焊电极的原理是利用电阻加热的原理,通过控制电流大小和时间来控制焊接质量。
一、什么是电阻焊电阻焊是指利用电流通过焊件和触头产生的电阻热作为热源,对工件进行局部加热,同时对工件加压进行焊接的方法。焊接时,不需填充金属,生产率高,焊件变形小,易于实现自动化。电阻焊是一种以电阻热为能源的焊接方法,包括以渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。电阻焊是通过电流流过工件的接触面及邻近区域,将其加热至熔融或塑性状态,形成金属结合的一种焊接方法。电阻焊接方法主要有四种,即点焊、缝焊、凸焊和对焊。二、电阻焊的特点1:电阻焊是利用焊件内部产生的电阻热从高温区传导到低温区,加热熔化金属而实现焊接。属于内部分布式能源。2:电阻焊的焊缝在压力作用下凝固或聚集结晶,属于压力焊的范畴,具有锻造的特点。3:由于焊接热集中,加热时间短,热影响区小,焊接变形和应力也小。因此,通常焊后不需要校正和热处理。4:一般不需要焊接、焊丝、焊剂、保护气体等焊接材料,焊接成本低。5:电阻焊的熔核始终被固态金属包围,熔融金属与空气隔绝,焊接冶金过程比较简单。6:操作简单,易于实现机械化和自动化,劳动条件好。7:生产率高,可与其他工序一起安排在装焊生产线上。然而,闪光焊接仍然需要隔离,由于火花飞溅。电阻焊电极的尺寸和形状设计。

电阻焊电极的压力一般要调到多少?在电阻焊中,电极压力通常是根据焊接材料和厚度以及所需的焊接质量来调整的。电极压力的调整会影响到焊接点的质量和焊点的强度。一般来说,电极压力的调整应该在焊接过程的开始阶段进行,以确保电极能够有效地将电流传递到焊接材料上,并产生足够的热量来进行焊接。如果电极压力过小,可能会导致焊接点不牢固或者无法形成有效的焊接点;如果电极压力过大,可能会导致焊接点过大或者破坏焊接材料。因此,具体的电极压力调整应该根据具体的焊接材料、厚度和所需的焊接质量来确定。在实际操作中,可以根据实际情况进行微调,以达到焊接效果。另外,需要注意的是,电极压力的调整应该在焊接电流和电极位置调整之后进行。如果电流过大或者过小,或者电极位置不正确,都可能导致电极压力调整的不准确。导电性、持续时间长、良好的焊接性和机械性能是满足电阻焊的基本条件。福建定做电阻焊电极收购价
电阻焊电极的选型和评价。海南耐用电阻焊电极哪里有卖的
电阻焊是压力焊吗?电阻焊是一种压力焊,它利用电流通过接头产生的电阻热来熔化金属并形成焊接。在电阻焊中,电极和工件之间施加压力,使电流通过工件并产生热量,从而将工件焊接在一起。因此,电阻焊属于压力焊的一种。对于操作,电阻焊的一般步骤如下:1.将电极放置在工件上,并将其夹紧在机器上。2.调整电极的位置和角度,使其与工件接触良好。3.打开电源,将电流通过电极和工件,产生电阻热。4.施加压力,使电极和工件之间的接触更加紧密,进一步增加电阻热。5.保持压力和电流一定的时间,直到工件被焊接在一起。6.关闭电源,移开电极,完成焊接。需要注意的是,电阻焊是一种高温焊接方法,操作时需要小心谨慎,避免烫伤和火灾等危险。同时,电阻焊的焊接质量和效率受到多种因素的影响,如电流、压力、电极材料和工件材料等,因此操作时需要根据具体情况进行调节和控制。海南耐用电阻焊电极哪里有卖的

阻焊焊接质量受多种因素影响,主要包括以下几个方面:焊接电流:焊接电流的大小直接影响焊接接头的温度分布和加热速度,进而影响焊接质量。过大的电流可能导致焊接接头过热,甚至熔化,而过小的电流则可能无法使工件达到足够的焊接温度。焊接时间:焊接时间的长短决定了工件在焊接过程中加热的程度和时间,从而影响焊接接头的组织和性能。过长的焊接时间可能导致焊接接头晶粒粗大,降低其力学性能;而过短的焊接时间则可能使焊接接头未能充分融合。电极压力:电极压力的大小直接影响焊接接头的接触状态和电阻热的大小。适当的电极压力可以确保工件之间的紧密接触和均匀加热;而过大或过小的电极压力则可能导致焊接接头接触不良或过热。电极材料和...
- 河北特色电阻焊电极销售价格 2025-01-08
- 江西加工电阻焊电极打磨 2025-01-07
- 江西二手电阻焊电极特点 2025-01-07
- 河北本地附近电阻焊电极价格优惠 2025-01-07
- 河北附近哪里有电阻焊电极磨具 2025-01-07
- 河北国内电阻焊电极规格 2025-01-07
- 广东耐磨的电阻焊电极代加工 2025-01-07
- 河北附近哪里有电阻焊电极收购价 2025-01-06
- 江西国内电阻焊电极使用方法 2025-01-06
- 河北特色电阻焊电极生产 2025-01-06


- 河北常规电阻焊电极怎么收费 2025-01-04
- 江西什么是电阻焊电极结构 2025-01-04
- 河北什么电阻焊电极出厂价格 2025-01-04
- 河北进口电阻焊电极大概多少钱 2025-01-03
- 广东国内电阻焊电极专卖 2025-01-03
- 河北有哪些电阻焊电极批发商 2025-01-03



- 河北特色电阻焊电极销售价格 01-08
- 江西加工电阻焊电极打磨 01-07
- 江西二手电阻焊电极特点 01-07
- 江西日用镶嵌电极哪里买 01-07
- 江西什么是钨铜触头工艺 01-07
- 深圳镶钨电极 01-07
- 河北本地附近电阻焊电极价格优惠 01-07
- 河北附近哪里有电阻焊电极磨具 01-07
- 河北国内电阻焊电极规格 01-07
- 广东耐磨的电阻焊电极代加工 01-07