- 品牌
- HUCK,WOTON
- 型号
- 单面铆钉
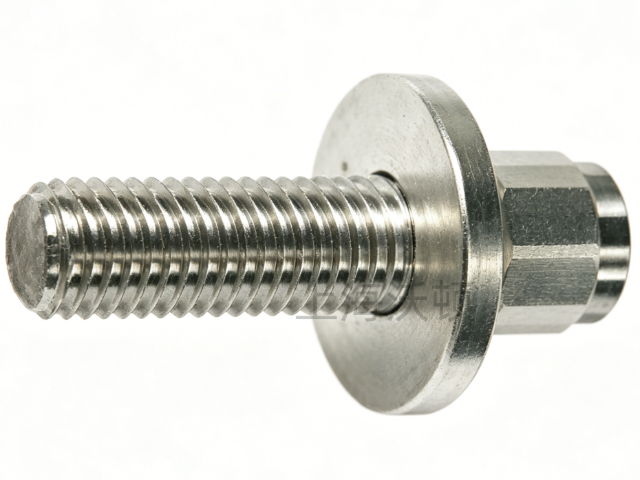
不同头部形状单面铆钉的适用场:合圆头铆钉适用于大多数一般的铆接工作,因其通用性较强。平头铆钉常用于对表面平整度要求高、承载不大的场合,比如电子设备的内部连接。沉头铆钉适用于需要保持工件表面平滑且角度特殊的场合,如飞机机翼的连接。扁头铆钉在空间有限或对表面平整度有较高要求的场合较为适用,比如一些小型精密仪器的内部结构。半圆头铆钉在外观要求较高且载荷适中的场合广为应用,像一些家具的连接等许多生活场景。单面铆钉,单侧着力显神威,连接紧固更安心。汽车座椅用单面铆钉HK3413

间隙的消除措施为了消除或减小连接件之间的间隙,可以采取以下措施:精确控制孔径大小:在钻孔之前,做好充分的测量和准备工作,确保孔径适合所使用的铆钉规格。选择合适的铆钉:根据连接件的材料、厚度和受力情况选择合适的铆钉直径和长度。优化铆接工艺:采用适当的铆接方法和工具,确保铆接力均匀、稳定。在铆接过程中注意控制铆接速度、温度等参数,避免对连接件造成损伤。加强质量控制:对铆接过程进行严格的质量控制,包括检查孔径大小、铆钉规格、铆接质量等,确保连接件之间的间隙在合理范围内。单面铆钉HK3413单面铆钉,连接无忧,稳固可靠,是您工程的得力助手!

单面铆钉的厚度对铆接效果的影响是多方面的,涉及连接的强度、稳定性、耐久性以及与连接板之间的相互作用。连接稳定性的影响减少塑性变形:较厚的铆钉在受力时更不易发生塑性变形,从而保持连接的稳定性。塑性变形可能导致连接部位松动或变形,影响连接的可靠性和耐久性。抗疲劳地关键性能:厚铆钉具有更好的抗疲劳性能,能够在长期承受循环载荷的情况下保持连接的稳定性。而这对于需要经受频繁振动或冲击的应用场景更是尤为重要的。
单面铆钉的生产工艺流程通常包括以下主要步骤:材料选择:根据铆钉的使用要求和性能需求,选择合适的原材料,如高强度钢材、铝合金等。线材拉拔:将原材料通过拉拔工艺,制成所需直径的线材。切断:按照预定的铆钉长度,将线材切断成段。头部成型:使用冷镦机或冲压设备,对切断后的线材一端进行头部成型,形成铆钉的头部形状。表面处理(如有需要):根据铆钉的使用环境和要求,进行表面处理,如镀锌、镀铬、磷化等,以提高耐腐蚀性或改善摩擦性能。热处理(如有需要):对铆钉进行适当的热处理,如淬火、回火等,以调整其机械性能。质量检测:对成型后的铆钉进行各项质量检测,包括尺寸测量、硬度测试、抗拉强度测试、外观检查等,确保铆钉符合质量标准。包装储存:将合格的铆钉进行包装,以便储存和运输。
先进单面铆钉,单侧操作,连接轻松一步到位。

不同材料和厚度的连接板对铆钉的耐腐蚀性、耐磨性以及抗剪切强度等性能有不同的要求,因此需要根据实际情况来选择合适的铆钉直径。还需要关注连接件内部残余应力的分布情况,以确保铆接后连接件的整体性能达到设计要求。值得注意的是,虽然较大的铆钉直径具有诸多优点,但并不意味着直径越大越好。如果铆钉直径过大,可能会导致铆接过程中材料过度变形或损伤,甚至无法顺利穿过连接板的孔洞,从而影响铆接质量。同样地,如果铆钉直径过小,则可能无法提供足够的承载能力和稳定性,导致连接部位在受力时容易发生破坏。因此,在选择铆钉直径时,需要综合考虑各种因素,找到一个既满足连接要求又能够确保铆接质量的平衡点。单面铆钉,单侧着力更可靠,连接紧固不松懈。风机塔筒用单面铆钉99-1272
高性能单面铆钉,单侧安装,轻松打造坚固连接。汽车座椅用单面铆钉HK3413
在铆接工艺中,铆钉直径的选定是一个复杂而精细的过程,它要求设计者必须细致地权衡连接强度、结构稳定性、施工操作的便捷性以及整体成本效益等多个维度的考量。当铆钉直径选择不当时,无论是偏大还是偏小,都可能引发一系列连锁反应,对铆接效果造成不利影响。具体而言,若铆钉直径过大,其首要挑战便是镦头(即铆钉头部在铆接过程中形成的部分)的成型难度增加。这不仅要求更高的铆接力,还可能因材料过度挤压而导致板料变形,进而影响连接件的整体精度和平整度。此外,过大的铆钉直径还可能导致铆接后连接部位存在间隙,增加了因振动或外力作用而导致的松动风险。同时,过大的铆钉也会对施工效率产生负面影响,因为它可能需要更长的安装时间和更复杂的操作过程。汽车座椅用单面铆钉HK3413

不锈钢特点:耐海水腐蚀、抗疲劳,适用于海洋或潮湿环境。应用:船舶工程(如LNG运输船货舱隔板)、海洋平台钻井设备。优势:延长使用寿命,海洋平台使用不锈钢单面铆钉后,维护周期从2年延长至5年。碳钢特点:强度、低成本,适用于一般工业场景。应用:建筑结构、机械设备、家具制造等。注意:需表面处理(如镀锌)以防止腐蚀。铜合金特点:导电性好、耐腐蚀,适用于电气连接。应用:电器外壳、仪器面板等需导电或密封的场景。其他金属蒙乃尔合金:耐腐蚀性强,适用于化工设备。镍基合金:高温环境下保持强度,适用于航空发动机。单面铆钉,单侧安装妙不可言,连接稳固可靠。美国哈克单面铆钉99-830-1单面铆钉(盲铆钉)的重要优势...
- 光伏支架用单面铆钉2581 2026-03-07
- 福建单面铆钉 2026-03-07
- 光伏支架用单面铆钉99-7881 2026-03-06
- 单面铆钉单面铆钉MGLP-U 2026-03-06
- 美国原装进口单面铆钉SF46 2026-02-26
- GBP单面铆钉C50LR-BR 2026-02-25
- 风机塔筒用单面铆钉99-3006 2026-02-25
- 液压单面铆钉940-220 2026-02-24
- 无断槽单面铆钉2624 2026-02-24
- 重卡车架用单面铆钉2583 2026-02-14


- 单面铆钉MBT-DT 2026-02-12
- 重卡车架用单面铆钉99-7881 2026-02-12
- GBP单面铆钉BOM-R10 2026-02-12
- 美国哈克单面铆钉99-3201 2026-02-12
- 重卡车架用单面铆钉99-994 2026-02-11
- 美国哈克单面铆钉2620 2026-02-10




- 金华CHERRY航空铆钉SF32 05-17
- 芜湖无断槽CHERRY铆枪 05-17
- 无断槽CLUFIX铆螺母2628 05-17
- 电动CHERRY铆枪BTT35-DT 05-16
- 阜阳振动筛用CHERRY铆枪 05-16
- 辽宁美国哈克GAGEBILT 05-16
- 吉林CLUFIX铆螺母C50LR-BR 05-16
- 无断槽GAGEBILT2624HS 05-16
- 江苏CHERRY铆枪3585 05-16
- 美国cherryGAGE铆枪99-7881R01A040AHO042NAT 05-16