1名称:冷打线规格:302HQ;304HC;316C;305J1;410;420;430用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等产品特征:1、良好的成型性;2、低加工应力;3、优良的表面品质;4、加工硬化性佳、低模具损耗率;5、冷锻后较低的磁性。产品用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等2名称:网线规格:304;316;310S;314;321;420用途:我公司生产的网线较用于编织普通网,筛网及耐热输送网,较应用于石油、化工、食品加工、粉末冶金等诸多行业。产品特征:1、光亮的表面;2、均一的柔软性、均匀的硬度;3、高抗腐蚀性。3名称:再伸线规格:304S;304M;304L;316;316L用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。产品特征:1.具有优异的伸线性及表面品质;2.延伸性能良好。产品用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。4名称:弹簧线名称:弹簧线规格:302,304,316。高压油管:公司专业设计制造高压油管、空调管路、设备液压管路。浦东新区***马路护栏加工定制焊接弯管

在我们的生活中,各类弯管产品层出不穷,同时关于弯管加工技术和水平也越来越优异,给我们的日常生活带来了非常多的便利。不过产品在加工的过程中也会出现一些小问题,比如在加工的过程中出现了微裂纹,导致成型的产品出现缺点等,影响销售。所以在进行弯管加工的过程中,不仅要采用优异的技术工艺进行处理,同时还需要采取适当的措施加以控制。比如在产品加工的过程中,如果温度超过一定范围的话,那么产品的表面会出现一定程度的变形,这样产品的表面会出现很多的细裂纹。因而在加工过程中需要合理控制其的温度情况。弯管的微裂纹一方面是由于温度不合理,另一方面的原因是所用材质质量不过关。因而在弯管加工期间可能会出现因高速变形会导致加工的设备出现损坏的情况。事实上,这些裂纹的出现需要一定的条件。浦东新区***马路护栏加工定制焊接弯管天窗、雨棚、螺旋楼梯、自行车停车架,户外运动器械,户外健身器材。

模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。模锻的基本工序模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。三、割制法兰在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰大直径以中板的幅宽为限。四、卷制法兰用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。
如遇到大于φ18mm管子时,要更换v形夹模、轮模与导模。与v形夹模不同,如用R形夹模装夹,夹模与轮模之间的间隙是没有变化的。导模与夹模的v形尺寸应统一,便于观察与调整弯管模具。长此以往,通过改造一年大约可节省20种弯管模具的成本费,而且可**缩短生产时间。长期存放的弯管,应作按期检查,常常对外露的加工表面须保持清洁,***污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。弯管要常常保持的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。安装时,可将对焊管件的连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止弯管介质流向应是纵阀瓣下面往上流,弯管只能水平安装。弯管在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。汽车排气管、进出气管、水管、油管等管路,钢家具健身器材。
比较好用X线探伤后,表面磨除暴露气孔,用激光补焊。表面气孔缺点可直接用激光局部焊接修补。三、研磨与抛光1.机械研磨:钛的化学反应性高,导热系数低,粘性大,机械研磨研削比低,且易于磨料磨具发生反应,普通磨料不宜用于钛的研磨与抛光,比较好采用导热性好的超硬磨料,如金刚石、立方氮化硼等,抛光线速度一般为900~1800m/min.为宜,否则,钛表面易发生研削烧伤和微裂纹。2.超声波研磨:通过超声振动作用,使磨头和被研磨面间的磨粒与被研磨面产生相对运动而达到研磨、抛光的目的。其优点在于常规旋转工具研磨不到的沟、窝和狭窄部位变得容易了,但较大的铸件研磨效果还不能令人满意。3.电解机械复合研磨:采用导电磨具,在磨具与研磨面之间施加电解液和电压,通过机械和电化学抛光的共同作用下,降低表面粗糙度提高表面光泽度。电解液为,电压为5v,转速为3000rpm/min.,此方法只能研磨平面,对复杂的义齿支架的研磨还处于研究阶段。4.桶研磨:利用研磨桶的公转与自转所产生的离心力,使桶内的义齿与磨料相对摩擦运动而起到降低表面粗糙度的研磨目的。研磨自动化、效率高,但只能降低表面粗糙度而不能提高表面光泽度,研磨的精度较差。按照生产工艺可分为:焊接弯头、冲压弯头、铸造弯头等。浦东新区***马路护栏加工定制焊接弯管
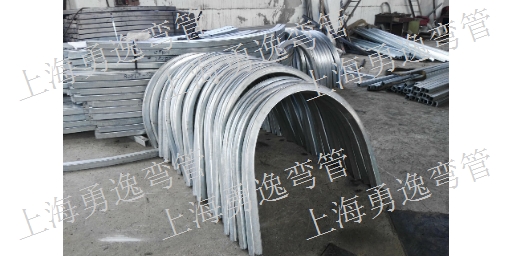
弯管加工产品有直角弯管 U型弯管 组合弯管.浦东新区***马路护栏加工定制焊接弯管
众所周知,制作弯管的重要道具弯管模具是重要组成部分,因其不同的形状和形态而压制出不同型号和质量的弯管。为节约成本,通过不同的切割工艺,改造出更实用的弯管模具。在弯管模具改造时,企业也要注意其本身的特点。弯管模具夹紧部分不能过短,否则容易造成钢管变形,可保证在20mm左右。在模具管材较软较薄的部位,必须夹紧部分应穿心轴防止变形。对于夹模与轮模是同时旋转弯管的,夹紧力不需要太大。同时夹模的夹紧力可根据管子直径、管壁厚度适当调整。用v形夹模夹紧时,夹模与轮模有时有间隙,间隙的大小与管子直径大小有关,当管子直径为φ10mm时,间隙小。随着管子直径的增加间隙逐渐增大,但不影响装夹与加工。如遇到大于φ18mm管子时,要更换v形夹模、轮模与导模。与v形夹模不同,如用R形夹模装夹,夹模与轮模之间的间隙是没有变化的。导模与夹模的v形尺寸应统一,便于观察与调整弯管模具。长此以往,通过改造一年大约可节省20种弯管模具的成本费,而且可**缩短生产时间。长期存放的弯管,应作按期检查,常常对外露的加工表面须保持清洁,***污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。弯管要常常保持的干燥和透风,保持器的清洁和整洁。浦东新区***马路护栏加工定制焊接弯管








