
- 品牌
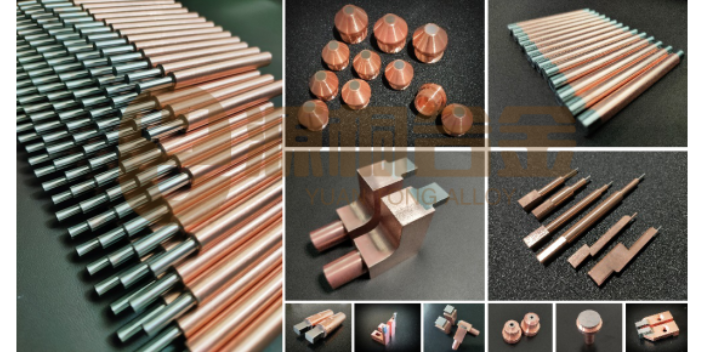
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
常见的钨电极的种类有哪些?
钨电极的种类是根据不同的钨材料来划分的,可分为纯钨电极、镧钨电极、铈钨电极、钍钨电极、钇钨电极、锆钨电极、银钨电极和复合钨电极。电极类型可以基于电极前的颜色来确定。主要用于铝、镁的焊接。1.纯钨电极——是用于氩弧焊的电极。它用作交流条件下的焊接电极或电阻焊电极。2.镧钨电极——具有良好的焊接性能,导电率接近2%的钍钨电极,不具有较高的耐久电流,而且具有小的燃烧率。3.铈钨电极——它是我国早生产的非放射性钨电极产品。在小电流条件下具有优良的引弧性能,保弧电流小。4.钍钨电极—早使用的稀土钨电极,即使在过载电流下也能正常工作。 电阻焊焊接后压力和焊接位置应可调。压力要快,摩擦力要小。焊件厚度变化时,压力不应发生明显变化。河南特殊电阻焊电极焊接
电阻焊电极
电阻焊电极是用于电阻焊接工艺中的电极,通常由导电材料制成,如铜、铝、钨等。电阻焊电极的作用是将电流传递到焊接部位,产生热量使焊接部位熔化并形成焊缝。电阻焊电极的形状和尺寸根据不同的焊接要求而有所不同,常见的有点焊电极、面焊电极、轮廓电极等。电阻焊电极的质量和使用寿命对焊接质量和生产效率有着重要的影响。1.耐磨性好:电阻焊电极通常采用高硬度、强度的材料制成,具有较好的耐磨性,能够长时间使用。2.寿命长:电阻焊电极的寿命通常比其他类型的电极长,因为它们的材料质量较高,且使用过程中受到的磨损较小。3.稳定性好:电阻焊电极的设计和制造过程非常精细,能够保证电极的稳定性和一致性,从而提高焊接质量。4.焊接效率高:电阻焊电极能够快速加热工件,从而提高焊接效率,减少生产时间和成本。5.适用范围广:电阻焊电极适用于多种材料的焊接,包括金属、塑料和陶瓷等。6.操作简单:电阻焊电极的操作相对简单,不需要复杂的技术和设备,适合于大规模生产。北京常规电阻焊电极大概多少钱电阻焊的种类有哪些?都有些什么特征?

电阻焊电极的优点包括:1.电阻焊加热时容间短、热量集中,故热影响区小,变形与应力也小,通常在焊后不必安排校正和热处理工序。2.电阻焊不需要焊丝、焊条等填充金属,以及氧、乙炔、氩等焊接材料,焊接成本低。3.电阻焊接相对操作简单,易于实现机械化和自动化,改善了劳动条件。4.电阻焊生产效率高,适合大批量生产。电阻焊过程中无噪声及有害气体,在大批量生产中,可以和其他制造工序一起编到组装线上。但闪光对焊因有火花喷溅,需要隔离。5.电阻焊接头冶金过程简单。熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,因而冶金过程较为简单。焊接电极的优点可能因不同的焊接方法和具体电极设计而有所不同。如有其他问题,建议咨询专业焊接人士以获取更准确的信息。
电阻焊的操作原理及注意事项:电阻焊是一种将两个金属零件通过电阻加热的方式焊接在一起的工艺。其基本原理是,通过在两个金属表面施加足够大的电流,使它们产生电阻热,从而将两个金属表面熔化并连接在一起。以下是电阻焊的基本操作步骤:1.准备:将要焊接的两个金属表面清洁干净,去除任何油脂、污垢或其他杂质。2.放置:将两个金属表面放置在电极之间,确保它们紧密接触,没有空气间隙。3.通电:通过焊接机将电流施加到两个金属表面上,使它们熔化。4.挤压:在金属表面熔化后,施加压力将它们挤压在一起。5.断电:在挤压一段时间后,切断电流,停止加热。6.冷却:让焊接部位自然冷却,直到焊接部位完全固化。在电阻焊的操作过程中,需要注意以下几点:1.电流大小:电流的大小直接影响到焊接的质量和效果。2.压力大小:在挤压过程中,压力的大小也会影响到焊接的质量。3.加热时间:加热时间过长或过短都会影响到焊接的质量。4.操作环境:操作环境也会影响到焊接的质量。 电阻焊电极的选型和评价。

在进行电阻焊电极的电流密度和热分布计算时,通常需要遵循以下操作步骤:1.确定电极材料:首先需要确定电极材料的电阻率、热导率、熔点等物理性质。这些性质将影响电流的传导和热量的产生。2.确定焊接参数:确定焊接时的电流、电压、电极压力、焊接时间等参数。这些参数将影响电流密度和热分布。3.建立模型:根据电极材料和焊接参数,建立适合计算电流密度和热分布的模型。可以使用有限元分析软件或其他数值计算工具进行建模。4.进行模拟计算:将模型输入到计算软件中,设置适当的边界条件和初始条件,进行模拟电阻焊电极的详细焊接原理是什么?海南国内电阻焊电极厂家
导电性、持续时间长、良好的焊接性和机械性能是满足电阻焊的基本条件。河南特殊电阻焊电极焊接
电阻焊电极的选型和设计要求是操作电阻焊机的重要步骤,以下是具体操作:1.确定电极材料:根据焊接材料的力学性能和化学成分来选择电极材料。一般来说,电极材料应具有高导电性、高导热性和良好的力学性能。常用的电极材料有铜、铜钨合金、铜合金等。2.设计电极形状:电极的形状应与被焊接工件的形状相适应,同时要便于加工和安装。一般来说,电极头部应该具有较大的表面积,以便于传递热量和压力,而尾部则应该具有足够的强度和刚度,以便于连接电极杆。3.确定电极尺寸:电极的尺寸应与被焊接工件的尺寸相适应。一般来说,电极头部直径应该根据工件厚度和焊接功率来确定,而电极长度则应该根据工件大小和操作空间来确定。4.考虑电极热损失:由于电阻焊过程中会产生大量的热量,因此电极材料的热损失也是一个需要考虑的因素。一般来说,电极材料的热导率应该较高,以便于将热量传递给工件。5.确定电极安装方式:电极的安装方式应该与电阻焊机的结构相适应,同时要保证电极位置的精度和稳定性。一般来说,电极通过电极杆连接在焊接机上,因此需要设计合适的电极杆结构和安装方式。 河南特殊电阻焊电极焊接

电阻焊电极钨铜的操作主要涉及准备工作、焊接过程以及后续处理等方面。以下是一个详细的操作步骤和注意事项:一、准备工作电极选择:选用纯钨极或钨合金极作为电极,确保电极的质量和高熔点特性,不可用钼极等其他材料替代。材料准备:选择纯铜或铜合金材料作为待焊接的工件,确保材料的纯度和质量。设备检查:检查电阻焊机的工作状态,确保设备处于良好运行状态。根据铜材的厚度和形状,设置适当的焊接参数,包括焊接电流、时间和压力。表面处理:使用砂轮或钢丝刷等工具清洁铜材表面,确保表面无氧化物、油脂和其他污垢,以提高焊接质量。如有需要,可采用机械抛光或酸洗处理等方法进一步处理铜材表面。工具准备:准备必要的辅助工具,如切割机...
- 河北附近哪里有电阻焊电极收购价 2025-01-06
- 江西国内电阻焊电极使用方法 2025-01-06
- 河北特色电阻焊电极生产 2025-01-06
- 江西二手电阻焊电极规格 2025-01-05
- 河北特点电阻焊电极冲压 2025-01-05
- 河北加工电阻焊电极哪里买 2025-01-05
- 河北合金电阻焊电极零售 2025-01-05
- 河北常规电阻焊电极怎么收费 2025-01-04
- 江西什么是电阻焊电极结构 2025-01-04
- 河北什么电阻焊电极出厂价格 2025-01-04




- 江西哪里有电阻焊电极设计 2025-01-03
- 江西定制电阻焊电极结构 2025-01-03
- 江西优势电阻焊电极工厂直销 2025-01-02
- 河北优势电阻焊电极打磨 2025-01-02
- 广东优势电阻焊电极钨铜 2025-01-02
- 江西进口电阻焊电极使用方法 2025-01-02




- 河北附近哪里有电阻焊电极收购价 01-06
- 江西国内电阻焊电极使用方法 01-06
- 河北镀银镶钨电极生产 01-06
- 河北特色电阻焊电极生产 01-06
- 河北耐磨的镶嵌电极大概费用 01-06
- 点焊钨铜触头生产企业 01-06
- 江西二手电阻焊电极规格 01-05
- 河北特点电阻焊电极冲压 01-05
- 北京点焊镶钨电极设计 01-05
- 什么是镶嵌电极怎么收费 01-05