- 品牌
- 富祥机械
- 型号
- 齐全
冷弯成型是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺。一种是从俄文翻译过来的,称为冷弯成型,冷弯型钢(冶金行业多用此说法),一种是从英文等外文翻译过来的,有滚轧成型,辊轧成型,辊弯成型,滚压成型,有滚轮成型,冷轧成型等。冷弯成型是一种节材、节能、高效的金属板料成型新工艺、新技术。利用这一工艺,不但可以生产出高质量的型钢产品,而且能够缩短产品开发的周期、提高生产效率,从而提高企业的市场竞争力冷弯成型机的好处您了解吗?南通轻钢龙骨冷弯成型机供应

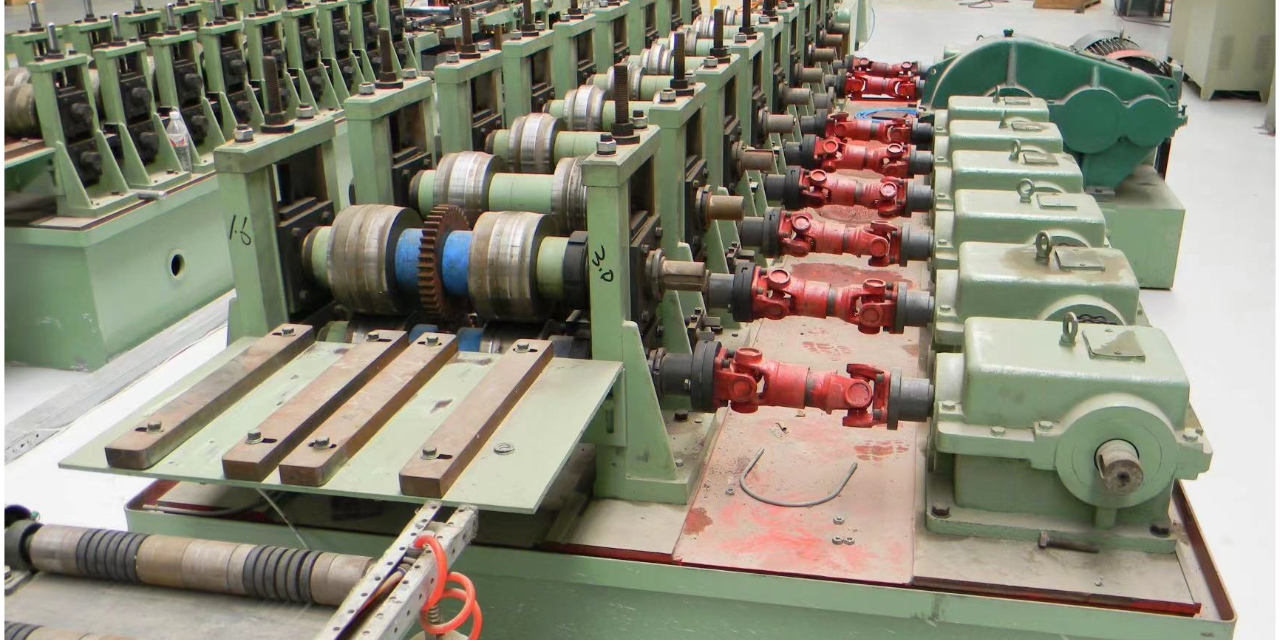
多工位冷弯成型机的特点多工位冷弯成型机的特点是能够对工件进行多角度、多方位成形,并具有一定的强度和刚性。主要优点有:1、效率高:由于采用了先进的制造工艺技术,使得该机效率非常高;2、可靠性好:整机设计合理,操作方便,性能稳定可靠;3、性价比高:相比于传统机床来说,其价格优势明显;4、适应性强:该机适用于多种场合下使用,可以根据需要定制规格型号。使用场合和性能分析多工位冷弯成型机主要用于生产各种规格的精密部件,如齿轮、轴承座圈和其他零部件。它具有独特的结构形式和先进的加工工艺,使其在使用过程中能够达到效果。由于需要大量使用物料,因此这些机器通常都是由一个大型厂房进行配置和安装。这种设备可以广泛应用于工业制造领域,包括汽车制造业、电子产业、航空航天业等。盐城大型冷弯成型机生产厂家冷弯成型机的特点成为了一个重要因素。

但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.
带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.冷弯成型机的优点有很多。

冷弯成型机的安装步骤如下:1.确定安装位置:选择平整、稳定、通风、光线充足的场地,避免阳光直射和潮湿环境。2.安装基础:根据设备的尺寸和重量,选择适当的基础材料,如钢筋混凝土基础或钢板基础,确保设备稳固。3.安装机架:根据设备的结构和尺寸,安装机架和支撑架,确保设备的平稳和垂直。4.安装传动系统:根据设备的传动方式,安装传动系统,包括电机、减速器、链条、齿轮等。5.安装辊轮系统:根据设备的辊轮数量和尺寸,安装辊轮系统,包括上辊轮、下辊轮、导向辊轮等。6.安装控制系统:根据设备的控制方式,安装控制系统,包括PLC控制器、触摸屏、电气元件等。冷弯成型机批发就找无锡市富祥机械设备有限公司。宿迁自动冷弯成型机供应
无锡市富祥机械设备有限公司销售的冷弯成型机拥有完善的售后服务。南通轻钢龙骨冷弯成型机供应
卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.南通轻钢龙骨冷弯成型机供应
- 苏州大型冷弯成型机哪家好 2024-12-17
- 泰州工业冷弯成型机报价 2024-12-17
- 无锡遮阳板冷弯成型机直销 2024-12-17
- 宿迁轻钢龙骨冷弯成型机加工厂家 2024-12-16
- 宿迁大型冷弯成型机价格 2024-12-16
- 盐城精密冷弯成型机生产厂家 2024-12-16
- 盐城导轨冷弯成型机直销 2024-12-16
- 泰州智能冷弯成型机直销 2024-12-16
- 苏州小型冷弯成型机价格 2024-12-16
- 徐州大型冷弯成型机销售 2024-12-16
- 上海自动冷弯成型机设计加工 2024-12-16
- 扬州大型冷弯成型机直销 2024-12-15