云易云软件零件加工管理软件产品的核i心理念:1.一体化管理:通过统一平台综合协同多个地点、车间、仓库的所有资源,并建立统一的数据视图与数据结构;2.高效客户的资源整合:管理人员能够实时查看所有客户状态,并支持不同业务部门或人员共享。通过实时追踪和完整操作记录,形成科学、高效的销售策略,持续推动公司业绩;3.安全可控的生产过程:实时采集并无缝关联订单、工序、派工、委外、返工、计件、成本等各环节数据,且无需人工参与;可及时追踪相关问题,实时响应客户咨询;4.采购-库存系统管理:紧密关联销售、库存、采购,可提供产品库存和历史价格的实时数据与信息;5.柔性生产加工:同时适用于计划型与订单型生产模式,让客户更加满意。零件加工管理软件是一款用于优化和跟踪零件制造过程的应用程序。广东中山智能零件加工管理软件系统
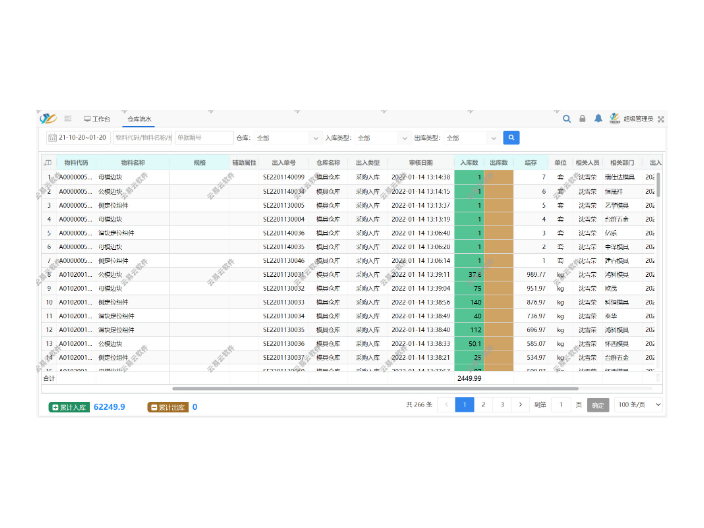
零件加工管理软件仓库管理能防止断档,缩短从接受定单到送达货物的时间,以保证质优服务,同时又要防预防脱发销;能保证适当的库存量,节约库存费用;能降低物流成本,用适当的时间间隔补充与需求量相适应的合理的货物量以降低物流成本,消除或避免销售波动的影响;能保证生产的计划性、平稳性以消除或避免销售波动的影响;能展示;能储备,在价格下降时大量储存,减少损失,以应灾害等不时之需。主要功能如下:入库管理可以新增、删除、编辑、审核单据;能新增采购入库、其他入库等;可以知道对应的入库单号、仓库名称、入库类型等信息。出库管理可以新增、删除、编辑、审核单据;能新增销售出库、生产领料、其他出库等;可以知道对应的出库单号、仓库名称、入库类型等信息。存储管理包含库存查询和库存预警;可以按库位、批次、是否零库存查询;可以知道仓库、物料代码、物料名称、规格、辅助属性、批次号、库位等信息。广东中山智能零件加工管理软件系统零件加工管理软件可以帮助工厂管理人员提高生产效率、降低成本、确保质量。

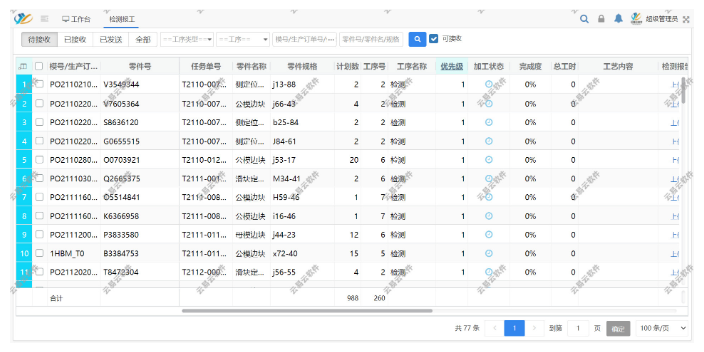
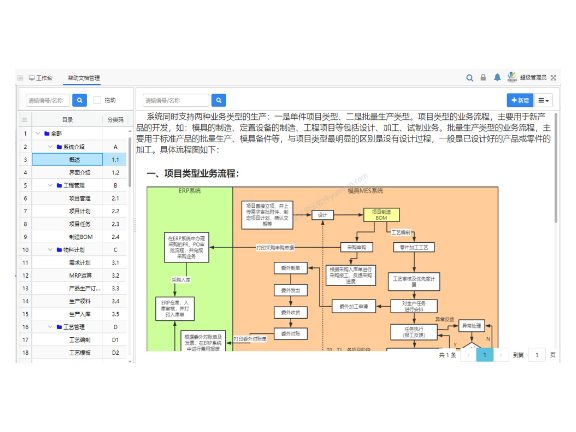
机械零部件加工企业的困扰:1.信息化程度参差不齐。机械零部件加工中小企业数量众多,大多数企业在生产环节信息化程度较低。2.生产进程不清晰,不能及时准确掌握生产各个环节的进度情况。3.生产成本管理难。材料成本、人工核算不准确,制造费用分摊不明晰。4.库存积压风险大。机加企业同时采用按单生产和预测生产,市场需求波动较大时,预测生产易造成库存积压风险大。ERP解决方案:1.生产流程信息化ERP可提供生产计划、生产派工、领料退料、工序工票、完工入库、费用分摊等流程信息化。同时ERP简单易用的采购管理、库存管理、生产管理、销售管理、成本管理等整体解决方案;为生产计划、采购计划、销售计划提供及时准确的数据支撑;实现以销定产,以产定采进而降低产品和原料库存风险。2.生产流程顺畅ERP自然衔接生产、采购、销售各个业务环节,各部门之间不再是信息孤岛。销售订单可做成本预测,派工单可调销售订单下达派工业务,领料制单时原料不足可选择生成进货订单,完工入库单直接录入工票,销售单可调用完工入库等。使生产、采购、销售业务流程连贯而顺畅。
未来,零件加工管理软件将继续发展壮大。我们云易云软件将不断优化我们的产品功能,提高产品性能,为客户提供更加质优的服务。同时,我们也将加强与客户的沟通和合作,不断了解客户需求,为客户提供更加贴心的解决方案。总之,零件加工管理软件是一款专业、全i面、灵活、易用、高效的零件加工管理软件,具有普遍的应用前景和市场潜力。我们云易云软件相信,在客户的支持和信任下,零件加工管理软件一定会成为行业的领i先产品,为客户创造更大的价值。零件加工管理软件好用吗?
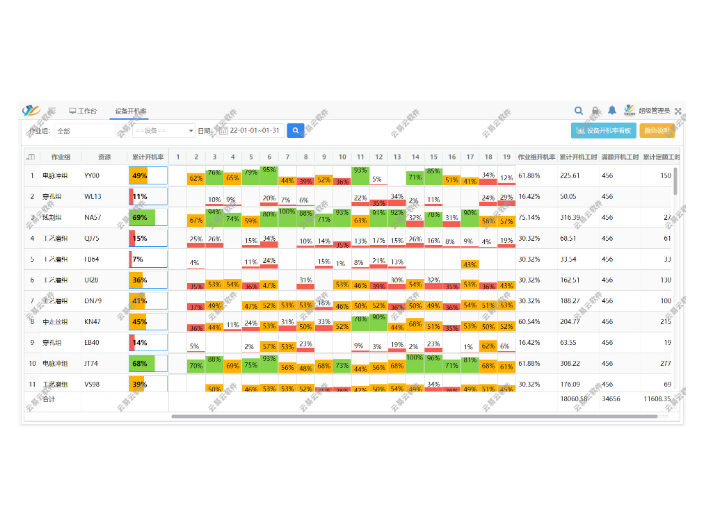
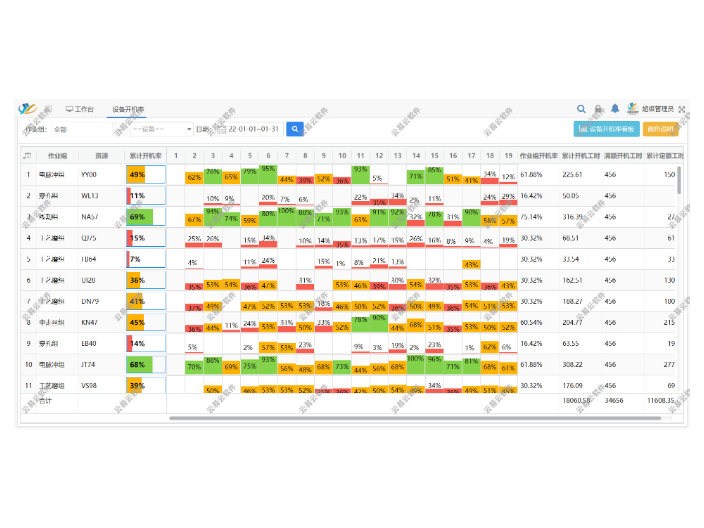
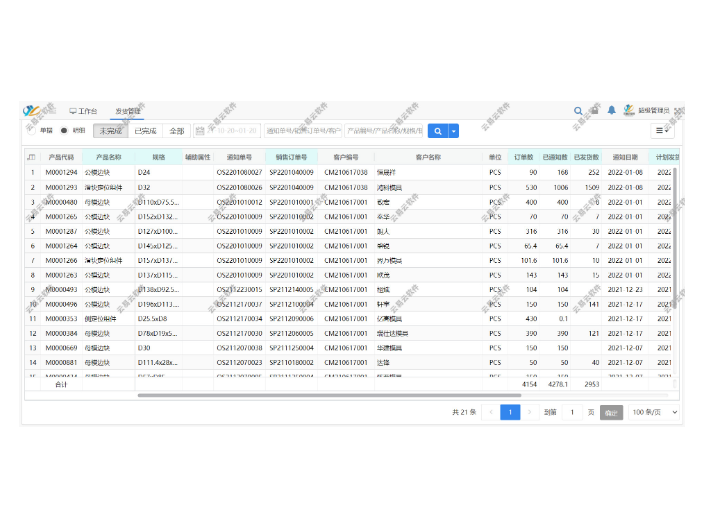
精密零件生产加工过程,必须遵循以下要求:1.聚焦需求任何生产运作系统必须以交付为H心目标,以完成客户需求的交付为Z终目标,客户的需求,可以分为销售订单、补库订单和预测订单三个类型,三种需求都是客户的需求,只不过是确定度不同而已。销售订单是是确定订单,但补库订单和预测订单,都是不确定订单。2.,聚焦产出产出是满足需求的保障,产出不足,则不能满足需求。而产出宽裕则浪费成本。所以,为了不浪费产能,一般会采用提前生产半成品和成品方式,保证产能的利用。3.聚焦限制产出的因素通常而言,生产系统的产出取决于瓶颈产能的产出。瓶颈的产出,取决于瓶颈的产出速度和瓶颈产能的有效利用。瓶颈的产出速度一般有瓶颈资源的设备确定,所以需要十分关注瓶颈产出能的有效利用。瓶颈产能的有效应用,一般有物理限制、方针限制两种,而往往是方针限制的影响是比较大的,也是Z容易突破和改善幅度比较大的。零件加工管理软件提供详细的生产报表和分析功能,帮助企业优化生产流程和降低浪费。江苏正规的零件加工管理软件开发
通过零件加工管理软件,企业可以实现对加工过程中使用的冷却液等辅助材料的精确控制和管理。广东中山智能零件加工管理软件系统
机械精密零件加工“技术要求”汇总。精加工后技术要求:(1)精加工后的零件摆放时不得直接放在地面上,应采取必要的支撑、保护措施。(2)加工面不允许有锈蛀和影响性能、寿命或外观的磕碰、划伤等缺陷。(3)滚压精加工的表面,滚压后不得有脱皮现象。(4)终工序热处理后的零件,表面不应有氧化皮。经过精加工的配合面、齿面不应有退火。零件的密封处理:(1)各密封件装配前必须浸透油。(2)组装前严格检查并清理零件加工时残留的锐角、毛刺和异物。保证密封件装入时不被擦伤。(3)粘接后应清理流出的多余粘接剂。齿轮技术要求:(1)齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。(2)齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0.05mm塞尺检查不入。并应保证齿轮基准端面与轴线的垂直度要求。(3)齿轮箱与盖的结合面应接触良好。广东中山智能零件加工管理软件系统