- 品牌
- 畅桥真空
- 型号
- 详情请咨询
真空腔体的制作工艺介绍:为了减小腔体内壁的表面积,通常用喷砂或电解抛光的方式来获得平坦的表面。超高真空系统的腔体,更多的是利用电解抛光来进行表面处理。焊接是真空腔体制作中重要的环节之一。为避免大气中熔化的金属和氧气发生化学反应从而影响焊接质量,通常采用氩弧焊来完成焊接。氩弧焊是指在焊接过程中向钨电极周围喷射保护气体氩气,以防止熔化后的高温金属发生氧化反应。超高真空腔体的氩弧焊接,原则上必须采用内焊,即焊接面是在真空一侧,以免存在死角而发生虚漏。整个反应过程,尽量保持真空腔体垂直,避免倾倒,一旦倾倒,须重新装料。昆明铝合金真空腔体生产厂家

真空腔体烘烤时的真空度变化成果,烘烤选用环绕加热带的方法。当真空度达到约10-3Pa时,开端给加热带逐步通电加热,坚持腔体在150℃下进行长期烘烤。烘烤过程中关闭离子泵,一起也给离子泵通电进行加热烘烤,这时的真空腔体只靠分子泵和前级泵来排气。跟着腔体温度的升高,腔体内外表吸附的水蒸气等气体分子大量放出,真空度会敏捷恶化。气体的放出量跟着烘烤时间的延伸而逐步削减,因此真空度也逐步好转。停止烘烤时,堵截加热带和离子泵的烘烤电源,然后趁腔体仍处在高温的状态下对钛提高泵进行除气处理。钛提高泵的除气处理是指给Ti丝通电加热,但又控制温度在Ti提高温度之下的操作。钛提高泵除气处理的意图是铲除吸附在Ti丝外表的气体分子以及其他可能的污染物,以确保钛提高泵的正常作业。充分完成钛提高泵的除气处理之后,启动离子泵和钛提高泵,加大真空排气的力度。跟着排气力度的增大和因为腔体温度降低而放出气体的削减,体系的真空度会敏捷好转。广西半导体真空腔体加工特材真空腔体设备主要应用于中、真空及高真空,如今已经成为我国腔体行业中颇具竞争力和影响力设备之一。
真空腔体几种表面处理方法:磁研磨抛光:磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高、质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到Ra0.1μm。在塑料模具加工中所说的抛光与其他行业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。它不仅对抛光本身有很高的要求并且对表面平整度、光滑度以及几何精确度也有很高的标准。表面抛光一般只要求获得光亮的表面即可。镜面加工的标准分为四级:AO=Ra0.008μm,A1=Ra0.016μm,A3=Ra0.032μm,A4=Ra0.063μm,由于电解抛光、流体抛光等方法很难精确控制零件的几何精确度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以精密模具的镜面加工还是以机械抛光为主;
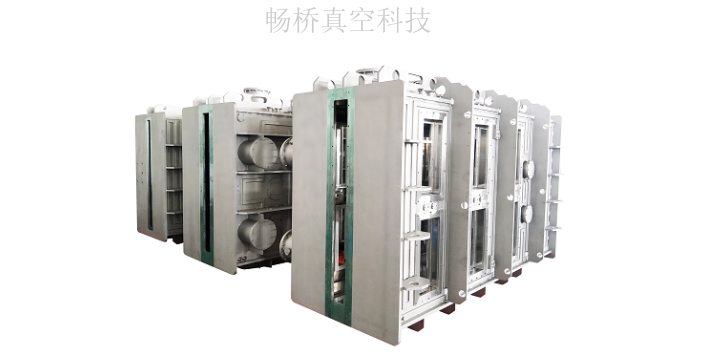
上海畅桥真空系统制造有限公司成立于2011年,是专业生产铝合金真空腔体的厂家,性价比良好,产品外观、可靠性和泄漏率等性能优于传统方式,获得客户一致认可。针对客户要求的定制的等离子清洗机腔体,我们已通过ISO9001质量管理体系的认证,将一如既往地发挥我们的技术和市场优势,努力打造优良的专业团队,实现合作共赢。有全自动数控加工中心龙门铣等各种设备,可加工真空腔体连续线.主要产品:非标铝合金真空腔体,半导体真空腔体,镀膜机腔体,不锈钢真空腔体加工,真空炉体,PVD系列镀膜机腔体,腔体配套真空管道等系列真空产品,专业定做非标高真空,超高真空腔体,不锈钢真空腔体加工,铝合金真空腔体的品质获得并通过ISO-9001质量标准体系认证。所有产品均经过严格尺寸及氦质谱检漏仪真空检测出厂,并附完整的检测报告,产品被用于半导体、科研、核电、镀膜、真空炉业、能源、医药、冶金、化工等诸多行业。真空腔体是一种被设计用来产生真空环境的装置。

真空腔体几种表面处理方法:化学抛光:化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。这种方法的主要优点是不需复杂设备,可以抛光形状复杂的工件,可以同时抛光很多工件,效率高。化学抛光的问题是抛光液的配制。化学抛光得到的表面粗糙度一般为数10μm。电解抛光:电解抛光基本原理与化学抛光相同,即靠选择性的溶解材料表面微小凸出部分,使表面光滑。与化学抛光相比,可以消除阴极反应的影响,效果较好。电化学抛光过程分为两步:(1)宏观整平溶解产物向电解液中扩散,材料表面几何粗糙下降,Ra>1μm。(2)微光平整阳极极化,表面光亮度提高,Ra<1μm。控制系统通常由电子或计算机控制系统组成,用于控制内部的加热、冷却和真空泵等各个部分的工作状态和参数。西安铝合金真空腔体厂家供应
冷却系统:通常由水冷却系统或气冷却系统组成,用于将内部的物质冷却至所需温度。昆明铝合金真空腔体生产厂家
焊接是真空腔体制作中非常重要的环节之一。为避免大气中熔化的金属和氧气发作化学反应从而影响焊接质量,一般选用氩弧焊来完成焊接。氩弧焊是指在焊接过程中向钨电极周围喷发保护气体氩气,以避免熔化后的高温金属发作氧化反应。超高真空腔体的氩弧焊接,原则上有必要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。真空腔体不允许内外两层焊接和两层密封。真空腔体的内壁外表吸附大量的气体分子或其他有机物,成为影响真空度的放气源。为完成超高真空,要对腔体进行150~250℃的高温烘烤,以促使材料外表和内部的气体尽快放出。烘烤方法有在腔体外壁环绕加热带、在腔体外壁固定铠装加热丝或直接将腔体置于烘烤帐子中。比较经济简单的烘烤方法是运用加热带,加热带的外面再用铝箔包裹,避免热量散失的一起也可使腔体均匀受热。昆明铝合金真空腔体生产厂家
- 陕西铝合金真空腔体制造 2024-10-28
- 四川铝合金真空腔体供应 2024-10-28
- 安徽真空腔体连续线生产厂家 2024-10-28
- 广州真空腔体供应 2024-10-28
- 武汉真空腔体制造 2024-10-28
- 云南不锈钢真空腔体供应 2024-10-28
- 山西真空腔体连续线销售 2024-10-28
- 河南真空腔体报价 2024-10-28
- 福州铝合金真空腔体报价 2024-10-28
- 江苏非标真空设备腔体生产厂家 2024-10-28
- 辽宁真空腔体报价 2024-10-28
- 湖南不锈钢真空腔体加工 2024-10-28


