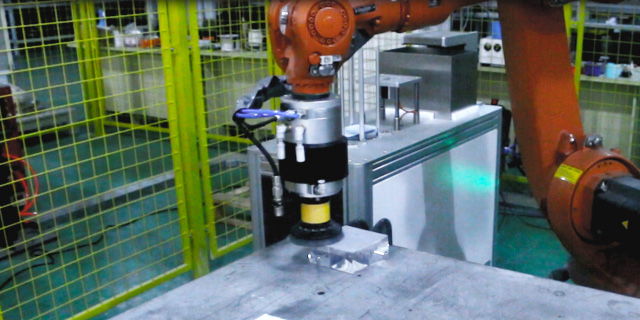
机器人在打磨及抛光领域应用越来越多,安装FDFC力控系统实现的力控系统工作台。当打磨机器人就位执行设置好的打磨路径,通过DFC力控系统控制实时的打磨力,当工件与浮动抛光电机构的接触压力增大时,DFC力控系统系统则减少推动力;当接触压力减少时则加大推动力。DFC力控系统工作台进一步的提高了打磨质量,通过主动力控结合被动力控的方式,保证工件与磨具之间的压力柔性且可控,提高了生产效率与质量,扩大了打磨工作台的适用范围。通过主动力控结合被动力控的方式,保证工件与磨具之间的压力柔性且可控,提高了生产效率与质量,扩大了打磨工作台的适用范围。本打磨系统通过浮动式抛光电机实现了在打磨过程中工件与磨具之间压力柔性且可控,所以相比于传统抛磨设备,本打磨系统中磨具磨损速度减轻,打磨机器人单次向前步进后,打磨工件数量较传统打磨设备有较大幅度的提高。针对一些表面稍复杂的工件,使磨具可以根据工件表面情况实现浮动,保证工件与磨具间的打磨压力。力控系统 ,就选大儒科技(苏州)有限公司,欢迎客户来电!抛光力控系统标准

因六关节机器人在定位精度、运动耦合方面表现出极大的优势,且工作空间大、工件易于夹持,其在自动化打磨应用中,包括抛光、打磨、去毛刺等方面的应用越来越普遍,但同时也面临许多挑战:1)打磨过程是一个复杂的工艺过程,对其机理的研究还不够深入,使得自由曲面的打磨加工成为模具生产、制造中的薄弱环节和制约模具制造业发展的瓶颈;2)待加工表面复杂多样,需要一种灵活的、适应性强的方式来控制打磨的精度。目前,打磨行业里应用机器人仍主要采用示教的方式,通过离线移动机器人到达目标点,然后通过机器人编程语句逐点记录。其中,为了得到要求的表面加工精度,还需要操作人员在过渡处插补点位以光顺过渡调整机器人的位姿。要完成一个复杂件的打磨作业,需要数天的示教及调试,容易出错,且对操作人员的熟练程度要求很高。原装力控系统共同合作大儒科技(苏州)有限公司为您提供力控系统 ,欢迎您的来电!

金属加工工序中,激光焊接后的焊缝,因为金属的形变、焊缝的高差及治具定位公差等原因,使的焊缝打磨变得难以实现自动化打磨。常见的焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨、焊缝打磨后表面抛光等。对于前两种焊缝余高量的去除,通常集成激光测距仪实时反馈、调整打磨工具高度与打磨位置,也能实现力控系统加工作业。但对于不规则焊缝打磨和焊缝打磨后的表面抛光,还需要准确识别焊缝、准确定位和测量,对焊缝进行智能柔性的打磨抛光,使用大儒科技的DFC智能力控系统力控系统通过其柔性力控制,提高一次性打磨效果,确保产品打磨的一致性,实现批量快速的打磨生产。
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控系统头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。力控系统 ,就选大儒科技(苏州)有限公司,用户的信赖之选,欢迎您的来电哦!
焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨。对于前两种情况,激光测距仪实时反馈方焊缝的余高以及左右的距离信息,通过内部算法实时计算,调整打磨工具高度与打磨位置,自适应补偿工件本体、焊接过程以及工装所导致的误差,就能实现力控系统加工作业。但对于不规则焊缝打磨,除了要定位位置和检测余高之外,还需要准确识别,因此要采用3D视觉检测系统,3D镜头+算法的测量模式,对工件焊缝3D扫描数据进行分析,实现焊缝的识别、准确定位和测量,对焊缝进行智能打磨。例如钣金箱箱体的冲压、焊接、打磨、原子灰、打磨、喷漆等的制作流程,把钣金箱体的焊缝、毛坯进行精细化的加工打磨,终对钣金箱体进行表面喷塑处理,形成较好的外观。由于焊接后的钣金箱体比较粗糙,还有锈斑、油污、焊缝等,所以要打磨和磷化处理去油去锈。力控系统 ,就选大儒科技(苏州)有限公司,让您满意,欢迎新老客户来电!机器人**力控系统怎么用
大儒科技(苏州)有限公司为您提供力控系统 ,有需要可以联系我司哦!抛光力控系统标准
加工后的工件往往前后品质不一,公差各不相同,难以得到安定的工艺效用。关于繁杂结构的铸件、毛刺散布分散的铸件也能对应。而且机器人具可编程性,新的产品导入只需要改换工装治具,次序切换就能完成。这使装置具更高的柔性化,更适当目前企业的需要。同机遇器人去毛刺的方案能增加工友休息强度或间接省去工友,无效确保加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是很明显的,纵使装置投入本钱略高,也越来越多被企业背负。随着机械人力控技术的发展,浮动部门和打磨工具的使用,如同人手滑过铸件毛刺般开展柔性除去毛刺,能有效性避免导致打磨工具和铸件的损坏,吸收铸件及定位等各方面的误差。力控系统由二种先进的基本机能构成。一种是压力控制机能,当机器人展开工件打磨抛光时,该机能可维持打磨工具对铸件的压力自始至终不变:另一种是变速控制功用,当机器人对工件的表面或分型线展开去毛刺、去飞边操作时,该机能可持续操纵其操作速度。抛光力控系统标准





