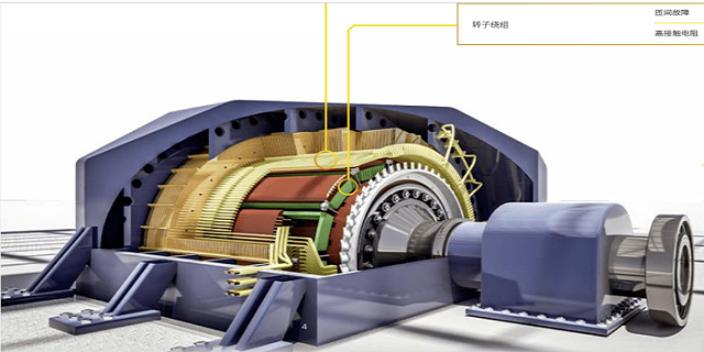
故障诊断可以根据状态监测系统提供的信息来查明导致系统某种功能失调的原因或性质,判断劣化发生的部位或部件,以及预测状态劣化的发展趋势等。电机故障诊断基本方法有:1、电气分析法,通过频谱等信号分析方法对负载电流的波形进行检测从而诊断出电机设备故障的原因和程度;检测局部放电信号;对比外部施加脉冲信号的响应和标准响应等;2、绝缘诊断法,利用各种电气试验装置和诊断技术对电机设备的绝缘结构和参数、工作性能是否存在缺陷做出判断,并对绝缘寿命做出预测;3、温度检测方法,采用各种温度测量方法对电机设备各个部位的温升进行监测,电机的温升与各种故障现象相关;4、振动与噪声诊断法,通过对电机设备振动与噪声的检测,并对获取的信号进行处理,诊断出电机产生故障的原因和部位,尤其是对机械上的损坏诊断特别有效。5、化学诊断方法,可以检测到绝缘材料和润滑油劣化后的分解物以及一些轴承、密封件的磨损碎屑,通过对比其中一些化学成分的含量,可以判断相关部位元件的破坏程度。电机监测涉及到对电机运行状态的实时监测和评估,以便及时发现潜在问题并采取适当的维护措施。无锡EOL监测特点

电机状态监测和振动分析提供加速度计选择的建议。基于直流和非同步交流电机的常见故障。这些常见故障可通过振动分析检测出来,包括机械和电气故障。重点是传感器的频率范围及其安装方法,以便可靠地检测这些故障。例如,考虑以几百赫兹的周期性频率(称为故障频率)发生的撞击事件,但每个事件的能量可从起始点带走,频率在低至千赫范围内。因此,用于检测撞击、摩擦和凹槽等事件的传感器应在几百赫兹到20千赫的宽频范围内响应。对于传统的机械故障,如平衡和对准,频率范围从约0.2倍的运行速度到50-60倍运行速度是足够的。电气故障需要机械故障所需的低频和高频段。电机会同时出现机械和电气故障,这会导致振动。只要安装的振动传感器具有足够的带宽和灵敏度,就可以检测到这些故障。机械故障伴随着冲击、摩擦和疲劳,会产生比电气故障频率更剧烈的振动,但凹槽除外。凹槽产生的振动频率与摩擦频率大致相同。如果传感器的带宽和安装方法足以检测机械故障,那么它们也将检测电气故障。上海功能监测技术监测技术通常可以集成到数控机床或生产线的控制系统中,实现实时的刀具健康状态监测。

电机状态监测技术是一种了解和掌握电机在运行过程中的状态,以及确定其整体或局部是否有异常或故障的技术。这种技术可以早期发现故障及其原因,并预测故障的发展趋势,从而为设备的维护、修理和更换提供决策依据。电机状态监测技术主要包括以下几种:振动监测技术:通过对电机运行过程中产生的振动信号进行测量和分析,可以判断电机是否存在故障。常见的振动监测方法包括加速度计法、速度计法和位移计法等。温度监测技术:通过埋置在电机内部的温度传感器,对电机运行过程中的温度信号进行检测和分析,可以判断电机是否存在过热等故障。温度监测是电机状态监测中常用的一种方法。电流监测技术:通过对电机的电流进行监测,可以判断电机是否正常运行。例如,电流过高或过低可能意味着电机受阻或负载过重。声音监测技术:通过采集电机的声音信号,并对其进行分析和处理,可以判断电机是否存在故障。声音监测技术常用于电机的故障诊断和预测性维护。光学监测技术:利用光学传感器或摄像头等设备,对电机的运行状态进行实时监测和分析。光学监测技术可以帮助设备操作员及时发现异常情况,例如电机的偏移、卡住或损坏等。
深度学习技术已经在滚动轴承故障监测和诊断领域取得了成功应用, 但面对不停机情况下的早期故障在线监测问题, 仍存在着早期故障特征表示不充分、误报警率高等不足. 为解决上述问题, 本文从时序异常检测的角度出发, 提出了一种基于深度迁移学习的早期故障在线检测方法. 首先, 提出一种面向多域迁移的深度自编码网络, 通过构建具有改进的比较大均值差异正则项和Laplace正则项的损失函数, 在自适应提取不同域数据的公共特征表示同时, 提高正常状态和早期故障状态之间特征的差异性; 基于该特征表示, 提出一种基于时序异常模式的在线检测模型, 利用离线轴承正常状态的排列熵值构建报警阈值, 实现在线数据中异常序列的快速匹配, 同时提高在线检测结果的可靠性. 在XJTU-SY数据集上的实验结果表明, 与现有代表性早期故障检测方法相比, 本文方法具有更好的检测实时性和更低的误报警数.电机状态监测和故障诊断技术是一种了解和掌握电机在使用过程中的状态,确定其整体或局部正常或异常的技术。
随着电力电子技术、自动化控制技术的不断发展,电机在工业生产以及家用电器中得到了大的应用,在市场竞争中正逐步显示自己的优势。传统的电机在线监测装置多采用电流表、电压表、功率表等较为原始的仪表来进行测量,采用人工读数的方式进行数据的测量、记录和分析,这不仅硬件冗余,系统杂乱,而且操作极为不便,更有甚者,读数误差大,测试结果不准确。有些场合需要进行电机多种参数监测,这样就势必会加大各种测量仪器的使用以及人力资源的投入。传统的监测方法要求监测人员具有较高的技能和水平,但是由于人为误差的不可避免,这种监测方法无法做定量分析,无法更加准确、实时的掌握电机的运行状态和故障。技术实现要素:本发明提出了一种电机在线监测装置和方法,通过对扭矩、转速、各相电流、电压、温度、输入、输出功率和效率进行实时动态的监测以及对过电压、过电流、过热进行报警停机,解决现有技术中监测参数不能定量分析以及无法更加准确、实时的掌握电机运行状态和故障的技术问题。利用远程监测设备,可以通过网络远程监控设备状态。这对于分布在不同地点的设备来说尤其重要。上海状态监测台
利用温度传感器监测切削过程中刀具的温度。异常的温度升高可能是刀具摩擦过度或其他问题的指示。无锡EOL监测特点
刀具监测技术主要可以分为两大类:直接监测方法和间接监测方法。直接监测方法通常是通过使用光学或触觉传感器直接观察刀具的磨损情况。这种方法精度高,但必须进行停机检测,时间成本较高,因此不适用于工业生产。间接监测方法则是通过监测与刀具磨损或破损密切相关的传感器信号,如振动、切削力、电流功率和声发射等,并利用建立的数学模型间接获得刀具磨损量或刀具破损状态。这种方法可以在机床加工过程中持续进行,不影响加工进度,因此更适用于在线监测。其中,基于振动的监测法是一种常用的间接监测方法。切削过程中,振动信号包含丰富的与刀具状态密切相关的信息。通过测量和分析振动信号,可以有效地监测刀具的磨损和破损情况。此外,切削力监测法也是一种常用的间接监测方法。加工过程中,切削力会随着刀具状态的变化而改变,因此通过监测切削力的变化也可以有效地判断刀具的状态。总的来说,刀具监测技术对于确保加工质量和提高生产效率具有重要意义。在实际应用中,应根据具体的加工需求和条件选择合适的监测方法和技术。无锡EOL监测特点