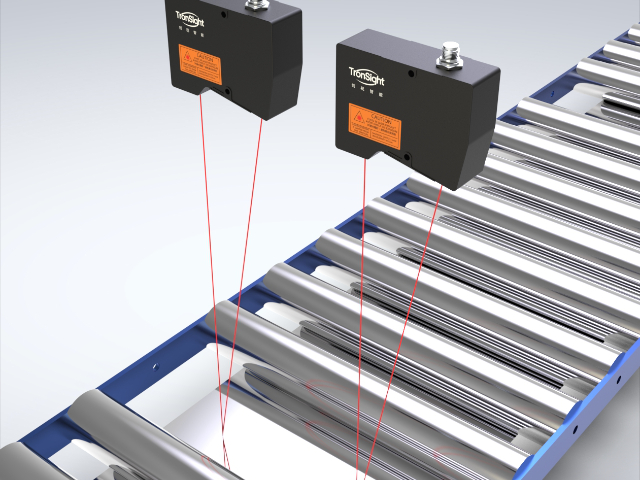
激光位移传感器是一种非接触式测量设备,主要用于非标检测设备中,国内使用的激光测量仪器几乎完全依赖国外进口。该传感器具有同步功能,可用于差动测厚、测长等,特别适用于工业自动化生产。激光位移传感器的测量性能可用于在线测量位移、三维尺寸、厚度、表面轮廓、物体形变、振动、液位、工件分拣等应用。此外,该传感器还可用于大型构件如桥梁、飞机和舰船骨架、机床导轨的定位安装,以及动态监测重要构件在承载时发生微量变形。激光位移传感器在智能制造、机器人、医疗等领域具有巨大的应用前景,是现代工业技术发展的重要组成部分。原装位移传感器的原理

二维激光位移传感器是一种用于测量物件位移大小及对动态物件位移量进行实时测量的光、机、电一体化系统口]。高精度的二维激光传感器采用的是激光三角反射式原理,采集不同材质表面的二维轮廓信息,通过特殊的透镜组,激光束被放大形成一条静态激光线投射到被测物体表面上。激光线在被测物体表面形成漫反射,反射光透过高质量光学系统,被投射到敏感感光矩阵上。除了传感器到被测表面的距离信息(Z轴),控制器还可以通过图像信息计算得出沿着激光线的位置信息(x轴)。二维激光位移传感器测量输出一组二维坐标值,可通过转动被测物体或轮廓仪探头得到一组三维测量值。本文的目标是利用二维激光位移传感器,通过传感器绕转轴的旋转,线扫描圆柱孔内表面来实现圆柱孔内表面信息的测量,进而求得同轴度。如图3所示,二维激光位移传感器有X轴小、大量程,以及Z轴小、大量程。用传感器测量减速器两端轴承孑L内表面信息时,需保证传感器到孔内表面的距离在传感器的Z轴测量范围内,并且对应着该Z轴测量量程的X轴测量范围应大于孔的高度,即激光线旋转一周应能包含轴承孑L内表面。小型位移传感器工厂选择合适的激光位移传感器需要考虑精度、灵敏度、分辨率、响应速度以及测量范围等因素。

在激光三角法的光学成像系统中,像点移动的位移是测量结果的依据,作为成像对象的激光斑点的尺寸对测量的精度有很大的影响。在一个衍射受限系统中,成像的焦深大小为:它是表征光斑能清晰地成像在探测器上的纵向范围,一定的焦深范围是激光三角测量传感器实现精密测量的前提条件。,当用激光三角法测量易拉罐罐盖开启口刻痕的残余厚度时,希望不仅能精确地探测出A部位,而且还能探测出B部位的细节。当激光光斑直径较大时,此时焦深也较大,虽然成像的纵向范围扩大了,激光测量的动态范围提高了,但是在探测B部位时,激光三角测量传感器探测的细节能力降低了,基本上没法探测出B部位的具体细节;当通过增大会聚物镜的数值孔径NA时,光斑的尺寸减小了,探测细节能力增强了,但是成像的焦深范围却大大减小了,也导致激光三角测量传感器不能可靠地探测。所以,利用激光三角法测量易拉盖开启口刻痕时,减小光斑尺寸与增大焦深范围是一对矛盾,它在一定程度上限制了激光三角法在易拉罐罐盖开启口刻痕测量中的使用。因此,在用激光三角法测量易拉罐罐盖开启口刻痕的残余厚度时,应合理设计光学系统,选择合适的激光光斑尺寸。
光斑尺寸参数的测试方法可以通过接收散射光信号计算光斑直径大小,或者对被测物体表面进行切割并利用显微镜观察光斑直径大小。这些测试方法可以精确测量光斑尺寸,从而确保激光位移传感器的测量精度和可靠性。光斑尺寸参数的定义和测试是激光位移传感器研究的重要方面,因为光斑尺寸大小对位移传感器的测量精度和分辨率具有重要影响。在实际应用中,需要准确定义和测试光斑尺寸参数,以确保位移传感器可以达到预期的测量精度和可靠性。激光位移传感器可以实现非接触式测量,对物体不会产生实际接触,避免对其造成损伤或污染。

激光位移传感器在轨道交通领域得到了广泛应用。它具有高精度和高灵敏度,在列车的位置和运动状态监测和控制方面发挥重要作用。激光位移传感器可以实时测量列车的位置和运动状态,以及轮对的动态测量,从而及时发现问题并进行维修,还可以用于列车的自动导向系统,提高列车的安全性和运行效率。总之,激光位移传感器在轨道交通领域的应用,为轨道交通的安全和运营提供了重要的支持。随着技术的不断发展和应用场景的扩大,激光位移传感器在轨道交通领域的应用前景将更加广阔。不同型号的激光位移传感器在精度、测量频率、成本等方面存在差异,需要根据实际需求进行选择。高精度位移传感器制造厂家
激光位移传感器的应用可减少人力,成本支出,从而提高效率,节约成本。原装位移传感器的原理
加工-测量-再加工-再测量是非球面加工的必要过程。非球面透镜的高精度检测不仅包括非球面表面形状的检测,还包括非球面中心偏差的测量。要求非球面透镜的形状误差在几厘米到几十厘米的范围内小于1μm。受现有冷加工工艺、车床运动误差、磨削力变形及检测误差的限制,加工的非球面光学元件会产生一些质量缺陷,无法保证跨尺度的产品满足高精度要求。为了使非球面透镜表面形状误差、中心偏差等参数满足设计精度要求,往往需要利用被加工非球面工件的中心偏差检测信息进行多误差校正和补偿加工。原装位移传感器的原理