系统和系统的孤岛现状是指企业内部存在多个单独运行的系统,它们之间缺乏有效的集成和数据共享,导致信息孤立和业务流程不畅。为了打破系统孤岛现状,可以采取以下措施:1.引入集成平台:引入一个统一的集成平台,可以将各个系统连接起来,实现数据的交换和共享。集成平台可以通过接口、中间件或数据仓库等方式,将不同系统的数据整合在一起,实现系统之间的互联互通。2.数据标准化和规范化:对企业内部的系统进行数据标准化和规范化,确保不同系统之间的数据格式和数据定义一致。这样可以降低数据集成的难度,提高数据的可靠性和一致性。3.业务流程优化:对企业内部的业务流程进行优化和重新设计,使得各个系统之间的数据流动更加顺畅和高效。通过优化业务流程,可以减少系统之间的数据传递和手工操作,提高工作效率和减少错误。4.数据共享和权限管理:建立合适的数据共享机制和权限管理体系,确保系统之间的数据可以按需共享,同时保护敏感数据的安全和隐私。通过合理的权限管理,可以控制系统之间数据的访问权限,防止数据泄露和滥用。5.采用统一的技术标准和架构:在系统的选择和开发过程中,采用统一的技术标准和架构,确保不同系统之间的兼容性和可集成性。 在企业上系统不能什么都推给系统,有些需要人为干涉和组织架构等变动的给执行者提出较高要求!四川MES(MOM)系统哪家不错
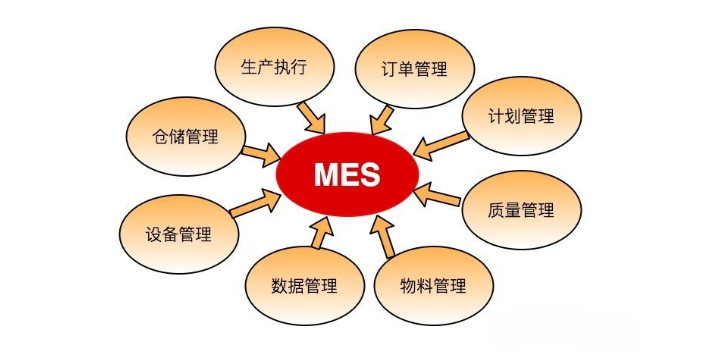
工厂管理软件系统可以根据功能和应用领域的不同进行分类。以下是几种常见的分类方式:1.制造执行系统(MES,ManufacturingExecutionSystem):主要关注生产过程的实时监控和控制,包括生产计划管理、生产调度、生产执行、质量管理等功能。2.企业资源计划系统(ERP,EnterpriseResourcePlanning):涵盖了企业管理的中心功能,包括财务、采购、销售、人力资源等方面的管理。3.产品生命周期管理系统(PLM,ProductLifecycleManagement):主要用于产品的整个生命周期管理,包括产品设计、工艺规划、生产执行等环节。4.客户关系管理系统(CRM,CustomerRelationshipManagement):用于管理和维护与客户的关系,包括销售管理、客户服务、市场营销等功能。5.供应链管理系统(SCM,SupplyChainManagement):用于管理和优化供应链中的物流、库存、采购等环节,实现供应链的高效运作。6.质量管理系统(QMS,QualityManagementSystem):用于管理和控制产品质量,包括质量检验、质量控制、不良品管理等功能。7.设备管理系统(EMS,EquipmentManagementSystem):用于设备的维护和管理,包括设备保养、故障管理、设备利用率分析等功能。8.能源管理系统(EMS。 成都MES(MOM)系统开发MOM系统的外延较大,成都众和昊天科技有限公司的MOM可以涵盖大部分中小企业的需求不必上太多软件杂乱无章!

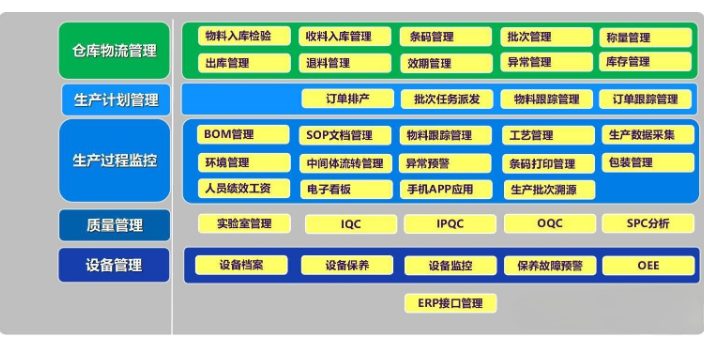
MOM制造运营管理系统聚合了从控制、自动化以及SCADA系统出来的海量数据并将其转换成关于生产运营的有用信息。通过结合自动化数据和从员工以及其他过程所获取到的数据,MOM制造运营管理提供了一个更完整、实时的对所有工厂以及更多的是整个供应链的观察。精益智能制造是以精益生产原理为中心,借助智能制造解决方案中的大数据、物联网、云计算及相关信息系统等新技术在多个维度对企业及价值链的创新性整合、重塑与创新,使整个产业链的参与者在一个灵活、自主、开放的合作体系中参与完成产品的开发到销售乃至产品生命结束。MOM系统中包含IOT、WMS、MES、EAM、QMS五大组成部分,其通过数据采集、数据核验,数据可视化,对从物料入厂到成品出库,形成了物与信息流的完全同步,作业过程标准化,防呆防错、可追溯,从信息流上支撑了自働化和JIT的效率、准确性与质量。并为后续进行PDCA改善,提供了详实的数据。
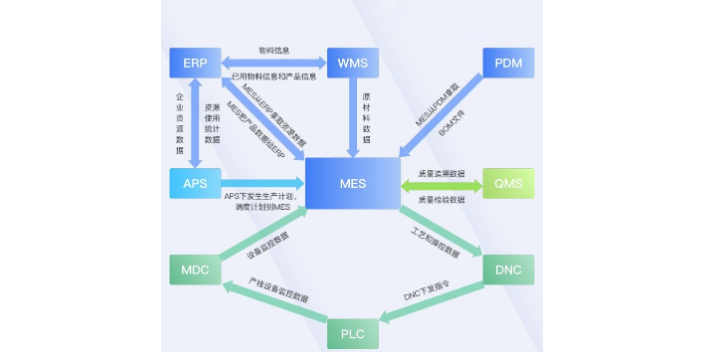
ERP的功能已经基本完善了,但是原材料从仓库出库,到成品入库这整个的生产环节的物流监控,通常是缺失的,要靠MES来串联物流数据,并与ERP、MES等系统打通接口,这就是大家常说的“系统为啥孤立,为啥都成了数字孤岛”,用我们的术语叫“系统协同”。账物不准确的一个原因就是制造过程的物料数据无法实时、准确的与财务系统透传。而这个透传不光是打开接口这么简单,靠的是严密的逻辑来处理几乎所有制造过程所面临的物料流程,比如BOM标准化、紧急上料、报废、不良品、退库、零头箱处理等等琐碎的流程。这些流程一旦有一个点未被处理,都会造成数据的不完整和系统数据的不准确。成都众和昊天科技有限公司秉承“以客户为中心,伴客户共成长”的企业文化理念。为客户持续提供针对性的企业数字化改造服务。让企业获得货真价实的提升与收益。 客户对系统的需求,很多时候都是想象很美好,并不能全部满足需求,很多时候是从粗到细一期二期的慢慢增加!

成都众和昊天科技有限公司的MES系统可以帮助离散加工企业提升以下几个方面:
1.生产管理:MES系统可以实现对生产流程的监控和管理,从订单到生产计划、物料需求、生产执行、质量控制、物流配送等环节,实现精细化管理,提高生产效率。2.数据分析:MES系统收集并存储了大量的生产数据,通过数据分析工具,企业可以更好地了解生产状况,发现问题并进行改进,优化生产流程。3.质量控制:MES系统可以实现质量管理的追溯和记录,从原材料到生产过程再到成品,每个环节的质量数据都可以被记录和监控,提高产品质量的同时,也为企业提供了质量管理的依据。4.设备管理:MES系统可以对设备进行实时的监控和维护,及时发现和解决设备故障,提高设备利用率和生产稳定性。 各种复杂工厂逻辑通过专业软件可以很好的适配,但需要有一双慧眼看透系统的应用场景!四川MES(MOM)系统哪家不错
西南地区的本地MOM系统运营商,自主知识产权和可靠实施团队保障客户落地实施成功率高,快速提升企业效益!四川MES(MOM)系统哪家不错
MES(ManufacturingExecutionSystem)系统对制造型企业具有重要意义,它可以在生产过程中提供实时的监控、控制和管理,帮助企业提高生产效率、降低成本、提高产品质量。它可以实时监控物料的进出库情况,跟踪物料的使用和消耗,提供准确的库存信息和物料追踪记录。通过MES系统,企业可以降低库存成本、减少物料浪费,并提高物料供应的及时性和可靠性。5.数据分析与决策支持:MES系统可以帮助企业进行生产数据的分析和决策支持。它可以收集和整理生产过程中的各种数据,进行数据分析和挖掘,提供决策支持的报表和指标。通过MES系统,企业可以了解生产过程的状况和趋势,优化生产方案和决策,提高生产效率和经营效益。综上所述,MES系统对制造型企业具有重要意义,它可以帮助企业实现生产计划的有效管理和调度、实时监控和控制、质量管理和追溯、库存管理和物料追踪,以及数据分析和决策支持。通过MES系统的应用,企业可以提高生产效率、降低成本、提高产品质量,并实现可持续发展和竞争优势。 四川MES(MOM)系统哪家不错
航空航天零部件制造企业对人才素质要求高,人才培养与管理至关重要。成都众和昊天科技有限公司的 MES(...
【详情】不同规模、不同行业的制造企业,其生产管理需求存在***差异,成都众和昊天的系统凭借强大的定制化能力,...
【详情】对于拥有多条生产线的制造企业而言,协同运营是提升整体效率的关键,成都众和昊天的系统成为多生产线协同的...
【详情】成都众和昊天科技有限公司的 MES/MOM 系统,在设备管理领域实现了智能化升级,为制造企业设备高效...
【详情】成都众和昊天的系统以数据可视化技术为支撑,将复杂的生产数据转化为直观易懂的图表信息,让企业管理决策更...
【详情】生产计划与调度是制造企业生产运营的主要环节,成都众和昊天科技有限公司的 MES/MOM 系统为此提供...
【详情】中小企业是制造业的重要组成部分,但受资金、技术、人才等因素限制,智改数转面临诸多难题,成都众和昊天的...
【详情】成都众和昊天科技有限公司自主研发的系统,以 MES 生产制造管理系统与 MOM 制造运营管理系统为主...
【详情】