- 品牌
- 隆兴旺
- 型号
- 齐全
- 结构型式
- 齐全
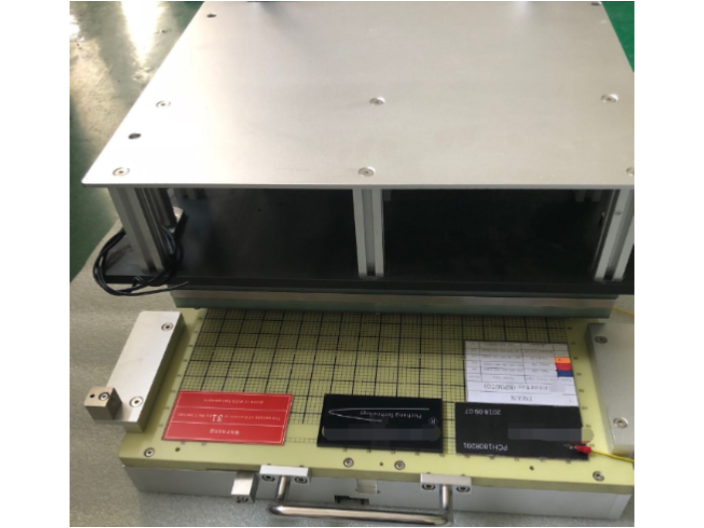
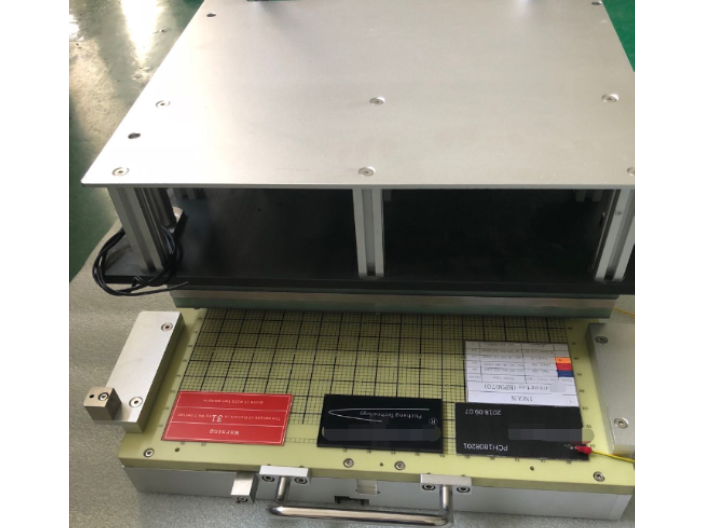
ICT测试治具即IntegratedCircuitTester集成电路测试仪器治具的缩写,就是在线检测、测试治具。是对在线元器件的电性能及电气连接进行测试来检查生产制造缺陷及元器件不良的一种标准测试设备。ICT测试治具有单面双面之分,通用天板方便交换机种,使用可调培林座,容易保养,使用压克力&电木&FR-4材质(或指定),直接gerber文件处理生成钻孔文件,保证钻孔精度。测试程式自动生成,避免手工输入出错之可能适用于tri、jet、newsys、okano、tescon、takaya、gwposhell、src、concord,PTI816等ICT机型。两被测点或被测点与预钻孔之中心距不得小于0.050"(1.27mm)。以大于0.100"(2.54mm)为佳,其次是0.075"(1.905mm)。治具的测试点分布也尽量均匀,保证压上后板子不变型,以免造成产品的损坏。使用ict检测能极大地提高生产效率,降低生产成本。常州压床式仪器生产厂家

ICT测试治具测试是如何读取时间的?ICT测试治具是一种具有检测功能的产品,能减少维修人员与目视人员的数量,降低技术要求,材料与资源的节省,很大降低生产成本。现在我们来介绍下ICT测试治具测试是如何读取时间的?详细内容如下:ICT测试治具可以直接对在线器件电气性能来进行测试,在测试的过程中可以发现产品的不良器件。从内存单元读取数据所需的时间,就是ICT测试治具的存储器读取时间,方法是这样的:1、往单元A写入数据"0",单元B写入数据"1",坚持READ为使能状态并读取单元A值。2、地址转换到单元B,实质上就是ICT测试治具丈量内存数据的坚持时间。3、转换时间就是从地址转换开始到数据变换之间的时间。4、暂停时间--内存单元能保持它状态的时间。5、刷新时间--刷新内存的允许时间。6、建立时间--输入数据转换必需提前锁定输入时钟的时间。7、坚持时间--锁定输入时钟之后输入数据必需坚持的时间。8、写入恢复时间--写操作之后的能读取某一内存单元所必须等待的时间。选择ICT测试治具来进行测试处理能够在短短几秒内测出整块电路板的好坏,并告知您它坏在哪个区域及哪个零件,快速解决生产制成问题。在线ICT自动化测试仪器直销厂家ICT测试治具检验标准:压棒是否正确,是否已避开零件。
关于PCBA制作ICT治具的注意事项,一、测试点的选取:1、尽量避免治具双面下针,较好将被测点放在同一面。2、被测点选取优先顺序:测试点Testpoint–DIP元件脚–VIA过孔–SMT贴片脚二、测试点:1、两被测点或被测点与预钻孔之中心距较好不小于0.050"(1.27mm)。以大于0.100"(2.54mm)为佳,其次是0.075"(1.905mm)。2、被测点应离其附近零件(位于同一面者)至少0.100",如为高于3m/m零件,则应至少间距0.120"。3、被测点应平均分布于PCB表面,避免局部密度过高。4、被测点直径较好能不小于0.035"(0.9mm),如在上针板,则较好不小于0.040"(1.00mm),5、形状以正方形较佳(可测面积较圆形增加21%)。小于0.030"之被测点需额外加,以导正目标。6、被测点的Pad及Via不应有防焊漆(SolderMask)。
ICT测试治具对产品的检测有什么作用呢?在过去的两三年里,采用组合测试技术,有更多的行业生产厂家意识到了ICT测试治具技术的优点并将其投入使用。从目前应用情况来看,采用两种或以上技术相结合的测试策略正成为发展趋势。当ICT测试治具出现损坏无法修复使用和客户变更不再使用的,可申请报废重新制作。ICT测试治具制作好后存放治具制作房,且放置在治具的铁架上,并作好型号标识。ICT测试治具领用由电测房负责人登记领用,用完后归还于治具房并做好交接。ICT测试治具主要用于检查在线的单个元器件及各电路网络的开、成批量板子,附加值高且定型的板子的测试。
常见的测试治具有哪些?1、钻孔治具:钻孔治具是一种可借由移动模具以导引麻花钻孔设备或其他钻孔装置到每个洞的准确中心位置,并可在多个可互换零件上加速反复在洞孔中心定位的治具类型,主要应用于制造业这些地方,如CNC机床,具有自动移动工具到正确位置,提高设备精度度等特点。2、功能测试治具:功能测试治具是一种用来测试半成品/成品或生产环节中的某一个工序,以此来判断被测对象是否达到了初始设计者目的的机械辅助设备,主要应用于模拟、数字、存储器、RF和电源电路等领域,适用于产品生产过程中及出货时功能检测,有利于提高产品的质量和测试效率。ICT测试pcba电路板的优点有产品维修成本。苏州ICT测试仪器厂家报价
ICT治具关键控制点:各种绕线需按规定用线,必须加热缩套管,绕线要分散,不能捆绑。常州压床式仪器生产厂家
ICT测试不良及常见故障的分析方法:A、如果测试值与标准值比较只是发生了较大的偏移,而不是量测值为无穷大的情况,则可能存在的原因有以下几个方面:(1)错件;(2)有内阻的被动组件的影响;(3)测试点有问题。B、如果量测值与标准值比较只是发生了很小的偏移,这种情况多为零件误差引起的,但是为了准确起见,较好是通过比较的方法看是否真的是由于误差的原因而造成的量测值偏移,如果由于误差的原因造成的话,需由工程人员作相应的程序调整。常州压床式仪器生产厂家
- 金华在线测试治具直销厂家 2026-03-11
- 徐州在线ICT仪器哪家好 2026-03-10
- 青岛在线检测治具报价 2026-03-10
- 常州ICT自动化测试仪器销售公司 2026-03-10
- 连云港在线ICT自动化测试仪器哪家好 2026-03-10
- 深圳在线ICT自动化测试治具 2026-03-10
- 杭州在线测试治具品牌 2026-03-10
- 连云港ict在线测试仪器哪家好 2026-03-10
- 武汉在线检测治具价格 2026-03-10
- 合肥在线ICT治具生产批发 2026-03-10
- 连云港ICT测试仪器厂家报价 2026-02-12
- 北京在线ICT自动化测试仪器直销厂家 2026-02-12