大儒科技基于对研磨工艺和打磨抛光应用场景的深刻理解,研发设计了DFC智能力控系统抛光力控系统,帮助企业实现自动化打磨,并取得更好的一致性和均匀性效果,提升良率,降本增效;智能力控系统解决方案以人为引导主体,以力控系统为工具,以基于打磨工艺的控制算法和运动规划及控制算法为中心,使得机器人的操作更简单,让机器人打磨的应用更直观。智能力控系统力控系统支持多种标准工业机器人,兼容ABB、KUKA、FANUC、安川、UR、爱普生、埃斯顿等多个国际、国内品牌机器人通讯协议,安装即用。DFC打磨力控系统是通用型的柔性力控制工具,可实现所有材质表面的打磨、抛光、去焊缝、去毛刺、去除合模线、清洁等的自动化需求;普遍适用于3C、汽车、家具、家电、厨卫、航空航天、运动用品、新材料新能源等领域。力控系统 ,就选大儒科技(苏州)有限公司,用户的信赖之选,有想法可以来我司咨询!重庆本地力控系统
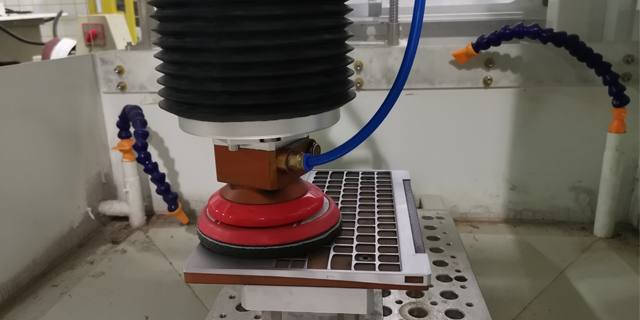
随着社会的发展,越来越多家具和装修需要使用石材,而对于石材表面的平整要求也越来越高,需要对石材表面进行打磨抛光,实现平面光滑整洁,而现有的打磨操作一般需要工人使用打磨工具对石材表面一点点打磨抛光,这种打磨方式耗时耗力,打磨的效率不高,对工人的劳动强度也大,加大了人工成本。针对这些问题,安装了DFC智能力控系统力控的石板平面自动打磨设备,能够克服解决这些问题。其中动力装置能够为石板打磨提供动力,使打磨机自由移动,转动装置能够使打磨机前后往复移动,实现对石板的前后打磨,研磨装置能够使打磨机向右前进,对石板平面打磨,此设备能够自动完成对石板平面的打磨,无需人工操作,节约了人力成本,也能够减少工作人员的劳动强度,缩短劳动时间,提高了打磨的效率。重庆本地力控系统大儒科技(苏州)有限公司力于提供力控系统 ,有想法的可以来电咨询!

常规的打磨方案采用人工打磨,生产效率低,工作周期长,而且精度不高,产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工打磨的行之有效的解决方案。力控系统机器人系统由以下几部分组成:工业机器人、力控系统、打磨工具、工作台。力控系统机器人是力控制技术为主,通过控制加工轨迹和打磨工具与工件的接触力,以满足柔性力和位置两方面的工艺要求,保证打磨质量。力控系统系统适应各种工业机器人,通过力控系统控制打磨加工过程,使机器人具备了良好的对接触力感知和控制能力,实现了高效率高质量的自动化打磨过程。
电气柜是由钢材质加工而成用来保护元器件正常工作的柜子。电气柜制作材料一般分为热轧钢板和冷轧钢板两种。冷轧钢板相对热轧钢板更材质柔软,更适合电气柜的制作。电气柜用途主要用于化工行业,环保行业,电力系统,冶金系统,工业,核电行业,消防安全监控,交通行业等等。在电气柜加工过程中涉及切割、冲孔、抛光和打磨等工艺,传统的抛光方式是操作人员手持抛光机对板材进行抛光,由于人手持抛光机,无法控制一直走直线,导致抛光效果不佳,实用性较低。打磨力控系统安装在机器人上,力控系统可使抛光面均匀平整,提高抛光质量,提高工作效率。打磨力控系统其安装方式、连接方式或设置方式均很简单,客户的技术人员只需按照其附带的使用说明书进行安装和操作即可快速投入打磨生产。大儒科技(苏州)有限公司力于提供力控系统 ,竭诚为您服务。

.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的工作台(1)沿其周边设有框架(1-1),工作台(1)上部的框架(1-1)两侧及后部设有可移动的透明有机玻璃板(1-2),框架(1-1)前部的两立柱上安装有光栅(1-3),工作台(1)下部的框架(1-1)四周设有侧板(1-5),且工作台(1)下部的空腔用于安装控制箱及电气元器件,侧板(1-5)上设有散热器(1-6),工作台(1)前部设有内凹的前储物仓(1-4)和操作面板。3.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的固定夹座(5-2)设有用于安装气磨(5-3)或电磨的安装孔,且固定夹座(5-2)的一侧设有与安装孔相通的槽口,固定夹座(5-2)设有贯穿槽口的连接孔,固定夹座(5-2)的安装孔内设有防止气磨(5-3)或电磨旋转的凹槽,气磨。力控系统 ,就选大儒科技(苏州)有限公司。柔性控制力控系统有哪些品牌
大儒科技(苏州)有限公司为您提供力控系统 ,欢迎新老客户来电!重庆本地力控系统
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控系统头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。重庆本地力控系统




