- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极是电阻焊设备中的重要组成部分,主要用于传递电流和热量,使工件加热并焊接在一起。电阻焊电极通常由铜或铜合金制成,具有良好的导电性和热传导性能。在使用电阻焊电极时,需要注意以下几点:1.选择适当的电极形状和尺寸,以适应不同的工件形状和大小。2.保持电极表面的清洁和平整,以确保电流和热量的传递效率。3.控制电极的压力和焊接时间,以确保焊接质量和稳定性。4.定期检查电极的磨损和损坏情况,及时更换或修复电极。5.根据不同的焊接要求,选择合适的电极材料和涂层,以提高焊接质量和效率。简要分析各种电阻焊电极的特点。河北节能电阻焊电极销售价格
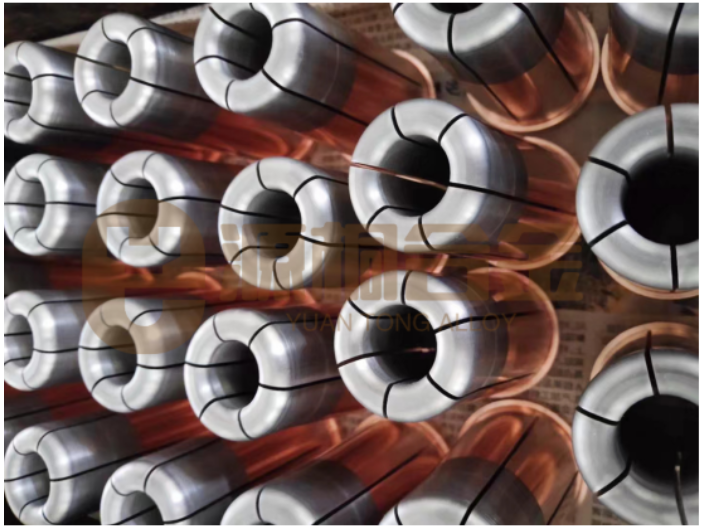
电阻焊电极
电阻焊电极的使用寿命:电阻焊电极的使用寿命受到多种因素的影响,如电极材料、电极设计、焊接电流、焊接压力、操作环境等。为了延长电阻焊电极的使用寿命,可以采取以下操作方法:1.选择合适的电极材料:根据焊接工件的材质和焊接要求,选择合适的电极材料。一般来说,高导电、高导热、高耐磨性和高韧性的材料可以延长电极的使用寿命。2.设计合理的电极形状:电极的形状和尺寸需要根据焊接工件的具体情况进行设计。合理的电极形状可以提高焊接效率,减少电极的磨损。3.控制焊接电流和压力:在焊接过程中,控制好焊接电流和压力可以保护电极,避免过热和过度磨损。一般来说,焊接电流和压力需要在合适的范围内,以保证焊接质量和电极寿命。4.定期维护和更换电极:定期检查电极的磨损情况,及时更换磨损严重的电极。同时,保持电极的清洁和润滑,可以延长电极的使用寿命。5.注意操作环境:保持操作环境的清洁和干燥,避免粉尘、水汽等对电极的影响。同时,注意安全操作,避免意外伤害。三、结论通过选择合适的电极材料和形状,控制好焊接电流和压力,定期维护和更换电极,以及注意操作环境等措施,可以延长电阻焊电极的使用寿命,提高焊接效率和质量。江西日用电阻焊电极出厂价格电阻焊电极的电流密度和热分布计算。

一、什么是电阻焊电阻焊是指利用电流通过焊件和触头产生的电阻热作为热源,对工件进行局部加热,同时对工件加压进行焊接的方法。焊接时,不需填充金属,生产率高,焊件变形小,易于实现自动化。电阻焊是一种以电阻热为能源的焊接方法,包括以渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。电阻焊是通过电流流过工件的接触面及邻近区域,将其加热至熔融或塑性状态,形成金属结合的一种焊接方法。电阻焊接方法主要有四种,即点焊、缝焊、凸焊和对焊。二、电阻焊的特点1:电阻焊是利用焊件内部产生的电阻热从高温区传导到低温区,加热熔化金属而实现焊接。属于内部分布式能源。2:电阻焊的焊缝在压力作用下凝固或聚集结晶,属于压力焊的范畴,具有锻造的特点。3:由于焊接热集中,加热时间短,热影响区小,焊接变形和应力也小。因此,通常焊后不需要校正和热处理。4:一般不需要焊接、焊丝、焊剂、保护气体等焊接材料,焊接成本低。5:电阻焊的熔核始终被固态金属包围,熔融金属与空气隔绝,焊接冶金过程比较简单。6:操作简单,易于实现机械化和自动化,劳动条件好。7:生产率高,可与其他工序一起安排在装焊生产线上。然而,闪光焊接仍然需要隔离,由于火花飞溅。
超声波检测:超声波检测可以确定完全未焊透(零件间有间隙时)、气孔、缩孔和裂纹。然而,“粘着”很难(一种没有渗透),主要是因为形成“粘着”的氧化膜的厚度远远小于超声波检测仪所能检测到的尺寸。06涡流检测:涡流检测可检测熔核尺寸和未焊透缺陷。其原理是利用已建立的熔核直径与焊接区导电率间的关系进行比较。如,铝合金点焊熔核为正常尺寸时,焊接区导电率比母材降低10%~15%,而发生未焊透时只降低5%~7%。工作时,探头放置在焊点表面,产生的交变磁场在零件之中感应出涡流,涡流的大小取决于熔核的大小。如果熔核减小,金属的导电性就会增加,这会引起探头—零件系统的电参数发生变化,导致输出电压相位发生变化,从而引起测量仪表的指针发生相应的偏转。无损检测新技术:电阻焊是一种机械化、自动化程度较高的高效、先进的焊接方法。焊接接头质量在线自动检测技术一直是其发展方向和研究热点。(1)点焊接头实时射线成像自动检测:在航空航天产品之中,很多结构件采用铝合金点焊,对焊点质量要求很高。由于点焊接头内部结构的特点,通过射线照相可以在底片之上发现焊接接头外部的缺陷。但其检测效率很低,周期长。采用实时成像方法可以较好地解决这一问题。。介绍电阻焊电极的重要性。

电阻焊电极是如何散热的:电阻点焊的散热方式有3种,1.传导散热传导散热是电阻点焊中常见的散热方式之一,它是通过导体间的物质接触,将热量从焊接区传到接近的金属结构上,并进一步扩散到整个焊接工件中去。此散热方式普遍适用于中小型零件的焊接,因焊接时间较短。传导散热的优点是散热效果稳定,缺点是需要焊接工件和导体间有足够的接触面积,否则会直接影响散热效果。2.对流散热对流散热是电阻点焊中第二种常用的散热方式,它是通过将空气、水或其他流动物体流过焊接工件的表面来散热,并将热量带走。此散热方式适用于焊接大型零件和长时间连续工作的设备。对流散热的优点是灵活性高、适用范围广范,缺点是需要散热设备来帮助散热,并且对流体的流动速度和流量的要求比较高。3.辐射散热辐射散热是电阻焊电极中少采用的散热方式。它是通过将焊接区域的热量通过辐射传递到周围环境中,以达到散热的目的。这种散热方式通常适用于焊接高温材料和高功率设备。总的来说,电阻点焊中的散热问题对焊接质量和设备的寿命都有着重要的影响。根据不同的焊接场景和焊接材料,应该合理选择不同的散热方式。电极的形状和尺寸需要根据焊接工件的类型和厚度进行选择,以确保良好的热传导和电流分布。江西日用电阻焊电极出厂价格
讨论如何权衡不同因素,确保电阻焊电极在焊接过程中的性能稳定。河北节能电阻焊电极销售价格
电阻点焊是将焊接耗材堆叠起来,将被焊部分夹在连接到焊接电源的通电用铜电极间,通电之后,利用电阻产生的热量(焦耳热)进行熔焊的一种焊接方法。在工厂自动化之中,电阻点焊的自动化设备被广泛应用于生产线之上的连接工序。连续连接焊点的“缝焊”、在侧材料交界处形成突起的“凸焊”以及对突起处施加电阻热的“凸焊”都是采用电阻点焊的焊接方法。电阻焊是将被焊工件压缩在正负极间,利用大电流在工件与焊接接触面间产生的电阻热,将工件接触面加热至塑性或部分熔化状态,并在压力之下形成焊缝接头的焊接方法。电极材料1.对于电阻焊,通常采用合金电极。常用的合金电极材料有:低碳钢、中碳钢、高碳钢和合金钢等。2.电极材料应具有较高的熔点,即有较大的电阻系数,这样可降低焊接时的热输入。根据这一原理,用含钨、钼或其它合金元素的电极材料进行焊接时,会形成熔核。熔核形成后,随着电极与工件接触面积的增大,电弧热量通过熔核向工件传递。在这个过程中,由于熔核温度很高,会使熔化的金属凝固。因此,在焊接过程中要不断地对熔核进行冷却。冷却的速度越快,熔核直径就越小;反之则越大。同时熔核的直径也随着时间而增大。3.电极材料应具有良好的导热性。 河北节能电阻焊电极销售价格

电阻焊电极广泛应用于各类工业制造领域,其中汽车制造业是其较大的应用市场。在汽车生产线上,电阻焊电极被用于焊接车身结构件、底盘部件及发动机附件等关键零部件。通过精确控制焊接电流、电压和时间等参数,电阻焊能够实现强度高、质量高的焊接接头,确保汽车的安全性和可靠性。此外,在航空航天领域,电阻焊电极也发挥着重要作用。由于航空航天部件对焊接接头的质量要求极高,电阻焊电极需要具备更高的精度、稳定性和可靠性。通过采用特殊材质的电极和优化的焊接工艺,电阻焊能够满足航空航天部件的严格焊接要求。根据焊接工件的材质,厚度和所需的焊接强度,选择合适的电阻焊电极材料和尺寸,常见的电极材料包括铜,铬锆铜。江西优势电阻焊电...
- 河北优势电阻焊电极打磨 2025-01-02
- 广东优势电阻焊电极钨铜 2025-01-02
- 江西进口电阻焊电极使用方法 2025-01-02
- 广东办公用电阻焊电极价格 2025-01-01
- 广东制造电阻焊电极用途 2025-01-01
- 日用电阻焊电极出厂价格 2025-01-01
- 便宜的电阻焊电极大概费用 2025-01-01
- 广东国产电阻焊电极批发价 2025-01-01
- 发展电阻焊电极焊接 2025-01-01
- 广东特殊电阻焊电极钨铜 2025-01-01



- 广东标准电阻焊电极大概多少钱 2024-12-30
- 日用电阻焊电极批发商 2024-12-30
- 广东定做电阻焊电极大概多少钱 2024-12-30
- 广东比较好的电阻焊电极生产 2024-12-30
- 广东办公用电阻焊电极硬度 2024-12-30
- 靠谱的电阻焊电极磨具 2024-12-30




- 广东优势电阻焊电极钨铜 01-02
- 广东有哪些钨铜触头生产 01-02
- 江西进口电阻焊电极使用方法 01-02
- 广东办公用电阻焊电极价格 01-01
- 广东制造电阻焊电极用途 01-01
- 日用电阻焊电极出厂价格 01-01
- 宝安区镀银镶钨电极价格 01-01
- 便宜的电阻焊电极大概费用 01-01
- 广东标准钨铜触头厂家直销 01-01
- 广东国产电阻焊电极批发价 01-01