- 品牌
- 无锡欧驰
- 型号
- HSC-2000
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 材质
- 金属
- 配送方式
- 物流
电解抛光腐蚀参考资料
|
试验材料 |
电解液配比 |
电压 |
时间 |
备注 |
|
不锈钢和合金钢 |
水:240ml,硫酸: 340ml 磷酸(85%): 650ml |
1.5~12V |
2~10分 |
0.1~0.2A/cm2 |
|
不锈钢 |
水:330ml,硫酸 120ml磷酸(85%): 550ml |
1.5~12v |
1分 |
0.05A/ cm2 |
|
不锈钢和合金钢 |
水:240ml,磷酸:(85%):650ml铬酸80% 硫酸 130ml |
1.5~12V |
5~60分 |
0.5A/cm2 100~130。F |
|
钝铁、碳钢、合金钢、不锈钢、钛、铬 |
醋酸(冰醋酸) 940ml高氯酸(60%) 60ml |
20~60V |
1~5分 |
多用途好的电解液 |
|
纯钢 |
蒸馏水 175ml磷酸(85%) 825ml |
1.0~1.6v |
10~40分 |
铜阴极 |
|
黄铜、铜、铜合金(锡青铜除外) |
水 300ml磷酸(85%) 700ml |
1.5~1.8V |
5~15分 |
铜阴极 |
|
α或(α+β)黄铜 |
水 600ml磷酸(85%) 400ml |
1~2v |
1~15分 |
铜或不锈钢阴极 |
低倍组织热酸蚀腐蚀,紧凑的酸蚀槽,完全可与抽风柜配合使用,增加工作环境的舒适性。杭州低倍加热腐蚀制造厂商

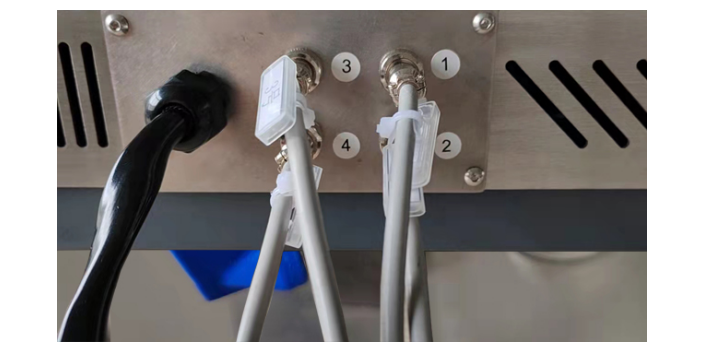
电解抛光腐蚀后面板上面前面一个为电源总开关;下排左起前面一个为电源输入插座;下排左起第二个:插座的开/关与工作电流输出同步;下排左起第三、四个和电源的总电源同步。注意事项:开机前将电压、电流调节电位器逆时针调到底;空栽或轻负载时输出电压由高处至低端时,动作不宜过快以免失控;面板输出接线柱不可当输入接线柱使用;对稳压电源进行维修时,必须将输入电压断开;输入电源线的保护接地端,必须可靠接地,以确保使用安全。四川钢的检验腐蚀操作简单电解抛光腐蚀,该设备工作电压、电流范围大,功能齐全。

电解抛光腐蚀参考资料
|
试验材料 |
电解液配比 |
电压 |
时间 |
备注 |
|
铜、铜一锌合金 |
水 100ml焦磷酸 580g |
1~2v |
10分 |
铜阴极 |
|
铜和铜基合金 |
蒸馏水:500ml,磷酸(85%)250ml乙醇(95%) 250ml |
18V |
1~5分 |
|
|
青铜 (Sn≤9%) |
水 450ml磷酸(85%) 390ml |
1.5~12V |
1~5分 |
0.1A/ cm2 |
|
青铜 (Sn≤6%) |
水:330ml 硫酸 90ml磷酸(85%) 580ml |
|
|
|
|
铝和铝一硅(<2% 合金 |
蒸馏水:140ml,酒精(95%)800ml高氯酸(60%) 60ml |
30~40v |
15~60秒 |
|
|
铝一合金 |
甲醇(纯) 840ml甘油(丙三醇) 125ml |
50~100v |
5~60秒 |
|
|
铝 |
甲醇(纯):950ml, 硝酸(1.40)15ml,高氯酸(60%)50ml |
30~60v |
15~60秒 |
|
|
铝、银、镁 |
蒸馏水:200ml,磷酸(85%)400ml酒精(95%) 380ml |
25~30v |
4~6分 |
铝阴极 100~1100。F |
晶间腐蚀涌入,主要由于晶粒表面和内部间化学成分的差异以及晶界杂质或内应力的存在。晶间腐蚀破坏晶粒间的结合,降低金属的机械强度。而且腐蚀发生后金属和合金的表面仍保持一定的金属光泽,看不出被破坏的迹象,但晶粒间结合力明显减弱,力学性能恶化, 不能经受敲击,所以是一种很危险的腐蚀。通常出现于黄铜、硬铝合金和一些不锈钢、镍基合金中。不锈钢焊缝的晶间腐蚀是化学工业的一个重大问题。不锈钢在腐蚀介质作用下,在晶粒之间产生的一种腐蚀现象称为晶间腐蚀。电解抛光腐蚀,电压、电流随时间变化的曲线。

低倍组织热酸蚀,样品要求:检验面距切割面尺寸:热锯切割时不小于20mm;冷锯切割时不小于10mm;火焰切割时不小于25mm检验面粗糙度:热酸腐蚀不大于1.6um;冷酸腐蚀不大于0.8um试样尺寸:厚度一般20mm~30mm;纵向试样的长度一般为边长或直径的1.5倍;钢板检验面的尺寸一般为长250mm,宽为板厚;测试内容:一般疏松、中心疏松、锭型偏析、斑点状偏析、白亮带、中心偏析、冒口偏析、皮下气泡、残余缩孔、翻皮、白点、轴心晶间裂缝、内部气泡、非金属夹杂物(目视可见)及夹渣、异金属夹杂。电解抛光腐蚀,电信号低纹波,稳定性高。安徽腐蚀厂家
电解抛光腐蚀,电源过压、过热以及市电输入过欠压保护。杭州低倍加热腐蚀制造厂商
电解抛光腐蚀原理,关于电解抛光原理的争论很多,被公认的主要为薄膜理论。薄膜理论解释的电解抛光过程是:电解抛光时,靠近试样阳极表面的电解液,在试样上随着表面的凸凹不平形成了一层薄厚不均匀的黏性薄膜,这种薄膜在工件的凸起处较薄,凹处较厚,此薄膜具有很高的电阻,因凸起处薄膜薄而电阻小,电流密度高而溶解快;凹处薄膜厚而电阻大,电流密度低而溶解慢,由于溶解速度的不同,凹凸不断变化,粗糙表面逐渐被平整,然后形成光亮平滑的抛光面。电解抛光过程的关键是形成稳定的薄膜,而薄膜的稳定与抛光材料的性质、电解液的种类、抛光时的电压大小和电流密度都密切相关。根据实验得出的电压和电流的关系曲线称为电解抛光特性曲线,根据它可以决定合适的电解抛光规范。杭州低倍加热腐蚀制造厂商
电解腐蚀,与传统的机械抛光相比,电解抛光在处理某些复杂形状的样品时效率更高。机械抛光对于形状不规则的样品,如带有小孔、凹槽或者复杂曲面的金属部件,很难将每个部位都抛光均匀。而电解抛光是一种化学溶解过程,电解液能够均匀地作用于样品表面,不受样品形状的限制。例如,对于具有复杂内部结构的金属铸造件,电解抛光可以迅速地对整个表面进行处理,减少了因反复调整抛光角度和位置而花费的时间,提高了样品制备的工作效率。低倍加热腐蚀紧凑的酸蚀槽,完全可与抽风柜配合使用,增加工作环境的舒适性。宁波低倍加热腐蚀生产厂家 晶间腐蚀,检测方法:电化学检测(非破坏性/半破坏性,适用于不锈钢)通过测量电极电位与电流的...
- 江西金属抛光腐蚀厂家批发 2026-05-21
- 湖南钢的检验腐蚀企业 2026-05-21
- 河北金相电解腐蚀多少钱一台 2026-05-21
- 苏州试验设备腐蚀操作简单 2026-05-21
- 河北晶间腐蚀操作简单 2026-05-21
- 安徽阳极覆膜腐蚀价格多少 2026-05-21
- 重庆低倍组织热酸蚀腐蚀制样设备厂家 2026-05-20
- 嘉兴钢的检验腐蚀 2026-05-20
- 嘉兴金相电解腐蚀制造厂商 2026-05-20
- 重庆阳极覆膜腐蚀性价比高 2026-05-20



- 天津电解腐蚀厂家 2026-05-20
- 宁波晶间腐蚀厂家 2026-05-19
- 宁波试验设备腐蚀性价比高 2026-05-19
- 昆山阳极覆膜腐蚀按钮操作 2026-05-19
- 四川低倍加热腐蚀经济实用 2026-05-19
- 云南试验设备腐蚀按钮操作 2026-05-19



- 苏州试验设备腐蚀操作简单 05-21
- 江苏数显洛氏硬度计经济实用 05-21
- 河北晶间腐蚀操作简单 05-21
- 安徽阳极覆膜腐蚀价格多少 05-21
- 重庆低倍组织热酸蚀腐蚀制样设备厂家 05-20
- 嘉兴钢的检验腐蚀 05-20
- 嘉兴金相电解腐蚀制造厂商 05-20
- 重庆阳极覆膜腐蚀性价比高 05-20
- 贵州试验设备腐蚀制样设备厂家 05-20
- 四川试验设备腐蚀按钮操作 05-20