- 品牌
- 爱步,爱步精益,爱步精益咨询
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 缩短交货周期、提效降本
- 咨询电话
- 15960368198
- 所在地
- 厦门市同安
- 公司类型
- 有限责任公司
- 咨询范围
- 企业管理咨询,软件产品,企业管理课程培训
尽善尽美持续进行根本性的、不断的改善,需要学习和观察价值流、价值的流动、被客户拉动的价值,使得尽善尽美变为清晰可见的图像,因而使人们能看到改善目标,并且使这个目标对于整个企业都是现实的。集中精力消灭浪费、减小波动、缩短提前期,以需求出发,解决问题,不要让惰性成为系统进步的制约。在尽善尽美的改善过程中,会面临“鼓励改善与裁减员工”的风险,员工卖力改善了,却因为效率提高被裁减了,这样的话,员工就不会安心地投入到改善中来。适度增加竞争性是应该的,但是更多地是需要给员工定心丸,树立负责任的企业形象,并共同分享改善带来的成果。精益生产指特别的生产组织、管理方式。福建精益生产看板

消除浪费(1)解析:消除浪费被视为精益生产重要的一点,因为只有消除生产过程中的种种障碍,拉动式生产才能顺利进行。即便不实施拉动式生产,消除浪费本身对提升生产效率也有明显的贡献。消除浪费的另一大作用是推进生产作业从“省力化”向“少人化”过渡。(2)七大浪费的管理:在精益生产中,总结有七大浪费,分别是:①运输浪费;②动作浪费;③加工浪费;④不良浪费;⑤等待浪费;⑥过量生产;⑦库存浪费。其中,运输浪费、动作浪费、等待浪费及加工浪费一般可通过工业工程手法进行消除,这是精益生产与工业工程的共通之处。不良浪费,是一种“显性浪费”,不良导致的成本损失是清晰可见的。不良浪费的消除,不应局限于精益生产的工具(三现主义、五个为什么、全员预防性防护等),可结合6西格码工具进行项目型改善。必要时对设备或工艺进行升级替换。拉动式生产与消除过量生产和库存这两大浪费是相互作用的。一方面,实施拉动式生产本身即可消除过量生产与库存。另一方面,通过消除过量生产与库存,拉动式生产才能更好地实施。具体做法上,做好产线的平衡、生产计划以及供应链企业间的衔接、设定库存量,可以有效地改善原材料、在线以及成品库存。三明厦门爱步精益咨询精益生产降本增效员工改善量小、持续性差。

1、拉式生产(pullproduction)后工序根据前工序的需求来加工一定数量的产品,一个工序衔接一个工序的需求,这样就形成了拉式生产方式。为了有效便捷地传递需求,一般通过看板手段,即在看板上标明需求量及现有量等信息,后工序可根据看板信息进行生产。2、准时化生产(JustInTime)3、自働化(Jidoka)4、浪费(Muda)5、防呆法(Poka-yoke)6、快速换模(SMED)7、节拍时间(TAKTtime)8、价值流图(VSM)9、精益屋10、改善(Kaizen)
爱步精益整合历史悠久的满裕智能科技、成易数字化科技联合发起创办广东裕步科技,打通精益化到数字化到自动化及智能化链路。融合数十家咨询公司合资闽盛商盟信息技术研究院,研判中国成长企业未来发展趋势,创新研发实效咨询模块,汇聚咨询界行业咨询精英,聚焦于愿发展可持续成长型企业,量身定制成长解决方案,提供系统性高价值咨询服务,助力企业家实现伟大梦想,帮助中国企业高质量发展。同时爱步精益有强大的学术研究机构作为支撑,是国内多所高校的IE/LEAN研究所的战略合作伙伴;爱步精益拥有一支来自国际咨询机构顾问、重点高校博士和企业的实战精英组成的专业团队,团队成员均有10年以上企业经验如欧美企业ECCO(厦门)有限公司,施耐德电气等推行精益管理的经验。团队创始成员均有欧洲工作或培训经验,先后在美国、英国、丹麦接受过精益生产和企业管理、MBA或EMBA系统培训。有完整的理论基础和实践经验。生产管理包括提供反馈和指导、设定明确的目标和期望以及创建鼓励协作和创新的环境。
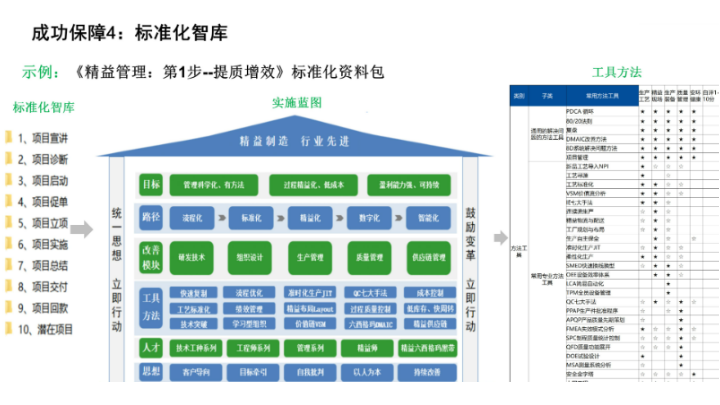
精益生产推行步骤意识变革:取得老板或高层主管支持:精益培训、宣传(员工支持)造势、寻找项目人员组织保障:参与者(决策/经营/执行层);“真伪”精益;公平绩效考核体系;跟踪与检核计划与目标:三年目标:效率提高50%,库存降低80%,生产周期降低80%,一次性通过率提高40%,货期准时性提高60%。执行与及时沟通:保证项目各个阶段的执行力;项目进展及时与老板或高层沟通;项目人员之间及时沟通,保证信息共享过程中问题解决:PDCA循环;要因分析法;5W1H与5WHY;脑力风暴……持续改善:要保障全员积极参与改善,就要有“保障全员积极参与改善”的工具;广东精益生产 咨询公司
生产管理包括构建组织结构、分配角色和职责以及建立跟踪和监控生产流程的系统。福建精益生产看板
精益生产之七大浪费的原因及对策工作分类:浪费:不产生附加价值的工作方法。即使该工作增值,可花费的时间,资源精力超过了界限。七大浪费:1)七大浪费--过量生产:过量生产即生产超出客户(或下道工序)所需求的数量以及过早生产过量生产表现形式:物流阻塞库存、在制品增加产品积压资金周转率低材料、零件过早取得影响计划弹性及生产系统的适应能力。
原因①人员过剩;②设备过剩;③生产浪费大;④业务订单预测错误;⑥生产计划不准确对策a.建立顾客为中心的弹性生产系统b.实现单件流生产c.快速换款d.实施拉动,看板生产e.均衡化生产2)七大浪费--不良改正原因①品质意识淡薄;②标准作业欠缺;③人员技能低;④品质点设置错误;⑤设备,模具造成的不良;⑥品质制度不完善对策a.提高质量意识,做出“三不”品质保证b.完善标准化作业制度c.单件流生产模式d.建立防错机制e.设备,模具定期保养f.推行7S制度3) 福建精益生产看板
- 动态安全库存保缓冲精益生产售后服务 2025-05-06
- 浙江精益生产公司 2025-05-06
- 龙岩爱步精益生产提质增效 2025-05-06
- 浙江精益生产模式 2025-05-06
- 漳州精益生产管理咨询公司 2025-05-06
- 订单节点责任区分管控精益生产 2025-05-06
- 嘉兴爱步精益精益生产企业发展 2025-05-05
- 厦门爱步精益生产降本增效 2025-05-05
- 广州厦门爱步精益咨询精益生产降本增效 2025-05-05
- 嘉兴厦门爱步精益咨询精益生产降本增效 2025-05-05
- 生产弹性可视化排单精益生产理念 2025-05-05
- 厦门精益生产精益管理 2025-05-05