斜面卧式数控钢筋弯曲中心设备特点:1、钢筋托料采用曲柄连杆机构,钢筋托起的同时,将钢筋送至弯曲机头上方,便于操作人员放料,降低工人劳动强度,此外采用电机减速机驱动,所有托料杆动作一致,传动平稳可靠。2、弯曲机头行走机构采用齿轮齿条柔性啮合,解决了由于制造误差导致齿条与齿轮啮合不完全的问题,齿条为加厚型,刚性足,行走定位准确、更平稳。3、弯曲主轴采用花键设计,主轴本身采用***合金钢经特殊工艺制作,具有强度高、***,使用寿命长的特点。4、左、右弯曲机头、夹持器处均设有钢筋自动卸料钩,加工较长钢筋时,仍可实现钢筋的自动卸料。5、弯曲盘设有钢筋铁屑收集护罩,防止大量铁屑落入减速机内,对减速机造成磨损。6、弯曲机头采用倾斜式安装,便于钢筋的上料和卸料。7、钢筋夹持器采用双作用气缸,夹持钢筋时,保证左右同时夹紧,更换钢筋规格时,无需调整夹持器。8、操作系统具有柔性安全保护功能,防止弯曲检测光电失灵时,仍在执行弯曲动作,对机械机构造成损坏。9、操作系统设有强大的数据库,对于大圆弧、长度递增变化筋,均可一键设置,无需人工每次输入参数。设备由主机架、料架、承料钩、机头、操作台等构成,分体式主机架、料架,便于运输、调试、搬运。云南减少人工的数控钢筋弯曲中心好不好用
数控钢筋弯曲中心设计优势说明:1.弯曲模和弯曲机体机头均采用整体铸钢工艺,整体性好,刚性足。2.钢筋弯曲机头行走采用伺服电机驱动齿轮齿条,响应速度快,行走平稳准确。3.设置移动定尺机构,定位准确,调整方便快速4.采用气缸驱动设备中间夹持器压紧钢筋,钢筋定位牢固准确,确保弯曲精度5中间钢筋夹持器采用柔性夹持,在弯曲多根钢筋时,保证每根钢筋都被夹紧。6.采用伺服驱动刹车,刹车力量大,保证了钢筋弯曲时的机头位置不会发生位移。7.进口PLC结合触摸屏控制界面,操作方便。8.**度移动轨道,经久耐用。9.伸缩式弯曲轴,实现了钢筋的双向弯曲,效率高。10.润滑油采用集中供油系统,避免了关键部位单独注油的弊端。11.整机原材料都经过大型抛丸机设备进行抛丸打磨、喷砂、底漆、面漆工艺,**大限度延长了设备的使用寿命。云南减少人工的数控钢筋弯曲中心好不好用斜式弯曲中心采用综合技术的运用,一键按钮、一人操作,实现全自动化;

数控钢筋弯曲中心是在标准弯曲中心基础上加配液压钢筋调直切断机,可调直、定尺切断冷轧带肋钢筋、热轧Ⅲ级钢筋、冷轧光圆钢筋、也可调直热轧盘圆圆钢。本设备广泛应用于大型桥梁、高速铁路、公路、大型建筑等建设领域的钢筋弯曲加工,可加工6个以上的直条钢筋,人工上料后可进行全自动定尺弯曲,比小型钢筋弯曲机或手工钢筋弯曲生产效率高、节省材料,尺寸标准。设备优势1、采用进口PLC,全精密伺服系统、进口传感器。大内存空间PLC,强大的软件处理能力。2、采用进口轴承、精密伺服减速机、国内大厂电动机。3、行走轨道采用大型**度H钢梁(Q345),较Q235具有更好的刚性和稳定性;4、自行开发主机头减速机构,将一二级减速进行合并,减速齿轮在一个箱体内可以更好的润滑,做到5年零故障。5、中心柔性钢筋锁紧机构设计,确保弯曲精度。6、弯曲面板改进设计,不接触钢筋,无磨损。7、弯曲主机定位夹紧机构设计,提高弯曲精度。8、伸缩式弯曲轴实现了钢筋的双向弯曲。9、**度自动上料架,承载原材料更多。10、一次性可弯曲多根钢筋,生产效率高,是传统设备的10倍以上。11、软件功能强大,可弯曲多达十几个角度的复杂图形12、弯曲轴及弯曲模采用采用质量合金材料。
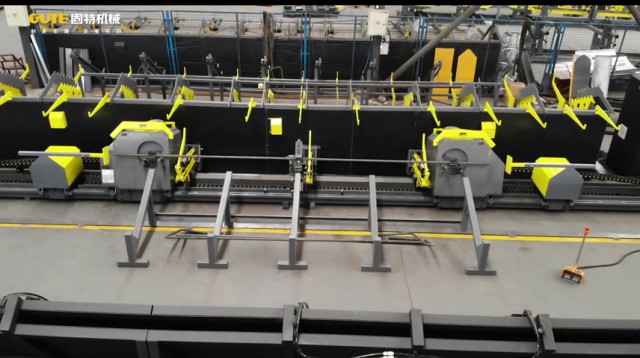
数控立式钢筋弯曲中心(数控钢筋弯曲中心)专为高层建筑、高速公路、高速铁路、大型桥梁等工程混凝土结构内主骨架钢筋的弯曲加工高性能产品,弯曲中心能加工直径φ32mm的**度螺纹钢。特点是中间有一个钢筋加紧机构,有两个机头在特定的轨道上可以自由移动弯曲。具备在一个工作单元内同时进行双向弯曲的加工能力数控钢筋弯曲中心产品优势:1、行走+弯曲全伺服电机,保障行走及弯曲精度。2、数控钢筋弯曲机生产效率高,平均每日加工量6000-8000根3、可以一次性成型马蹄筋等异形图,箱梁,T梁,盖梁,承台,一机多用。4、数控弯曲中心具有独特的弯曲机构设计;在弯曲过程中钢筋不会脱离夸曲模具,为操作工人提供更安全的人身保障。5、行走机构采用伺服电机驱动、齿轮齿条传动机构,定尺挡板控制,弯曲机头行走稳定,定尺精度高。6、刹车装置采用细齿齿条咬合,该刹车系统能保证钢筋弯曲过程中机头不会因拉力而移动机头位置,从而保证了钢筋加工尺寸精度。7、滚动式自动上料平台,可承载大量原材料8、立式数控钢筋弯曲机可360°旋转,中心距可达340mm,西门子PLC,稳定易操控。数控立式钢筋弯曲中心本公司有多个配置,比如在云贵川地区经常会出现的马蹄筋,间距都非常小。选择钢筋直径后,机器会自动选择磨具和弯曲工作角度计算出钢筋的延伸率。

2、试样的平行长度应足够长,以满足对伸长率测定的要求。3、当测定断后伸长率(A)时,试样应根据GB/T。4、当通过手工方法测定*大力Fm总延伸率(Ag,)时,等分格标记应标在试样的平行长度上,根据钢筋产品的直径,等分格标记间的距离应为10mm,根据需要也可采用5mm或20mm。二、试验设备的选择:1、钢筋弯曲试验机,钢筋弯曲试验机根据国标来校验和校准,至少达到1级。2、弯曲试验也可通过使用带有两个支辊和一个弯芯的试验装置。3、用于测定*大力,总延伸率的引申计应至少有100mm的标距长度。三、试验程序:1、除非另有规定,弯曲试验应在10℃~35℃的温度下进行。注:对于低温下的试验,如果协议没有规定试验条件,应采用士2℃的温度偏差。试样应浸人冷却介质中,并保持足够的时间,以确保试样的整体达到了规定的温度(例如,对于液体介质至少保温10min,对于气体介质至少保温30min)。弯曲试验应在试样从介质中移出55内开始进行,移动试样应确保试样的温度在允许的温度范围内。2、试样应在弯芯上弯曲。3、弯曲角度(T)和弯芯直径(D)应符合相关产品标准规定。四、试验结果的判定:弯曲试验应根据相关产品标准的规定进行判定。当产品标准没有规定时,若弯曲试样无目视可见的裂纹。齿轮齿条传动机构,定尺挡板控制,弯曲机头行走稳定,定尺精度高。生产数控钢筋弯曲中心好不好用
Φ28螺纹钢筋正、反弯曲,满足客户需要。云南减少人工的数控钢筋弯曲中心好不好用
是传统加工设备产量的10倍以上。数控钢筋将设备的组件置于非工作组状态。2断开主电源开关。3锁好控制柜和控制台,并将钥匙放在安全的地方。4在设备容易生锈的地方涂防锈油。5用塑料或绉布覆盖机器。随着社会经济的不断发展和精细化管理的不断深化,传统的简单钢材加工方法和诸多不利因素受到了相当大的制约。数控加工技术与传统加工技术相比的优势也十分突出。目前,国内铁路建设的钢材加工技术还比较落后,设备和手段普遍陈旧。传统的方法主要是手工和手工,生产效率低、耗时长、零件质量差、劳动强度大、成本高。在一定程度上制约了工程质量,同时钢筋加工也成为制约现代施工进度的瓶颈。数控钢筋加工设备采用高人机亲和力的高智能数控系统,按预先设定的程序加工所需的钢筋。充分保证了钢筋的定尺、矫直、切割、弯曲精度,具有一次弯曲合格率高的特点;数控钢材加工工艺精度高,能耗**降低,相应的设备流程布置合理。真正拥有,节省时间、劳力、材料和土地。生产效率大幅度提高,操作人员劳动强度大幅度降低,经济效益和社会效益大幅度提高,钢筋标准化操作水平提高和提高,推广应用价值。云南减少人工的数控钢筋弯曲中心好不好用